Zero returning control method based on industrial Ethernet bus technology
A bus technology and Ethernet technology, which is applied in the field of zero return control of CNC machine tools, can solve the problems of shortening the zero return execution time, slow speed, and low zero return precision, so as to enhance the anti-interference ability, improve the accuracy, and improve the zero return The effect of efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
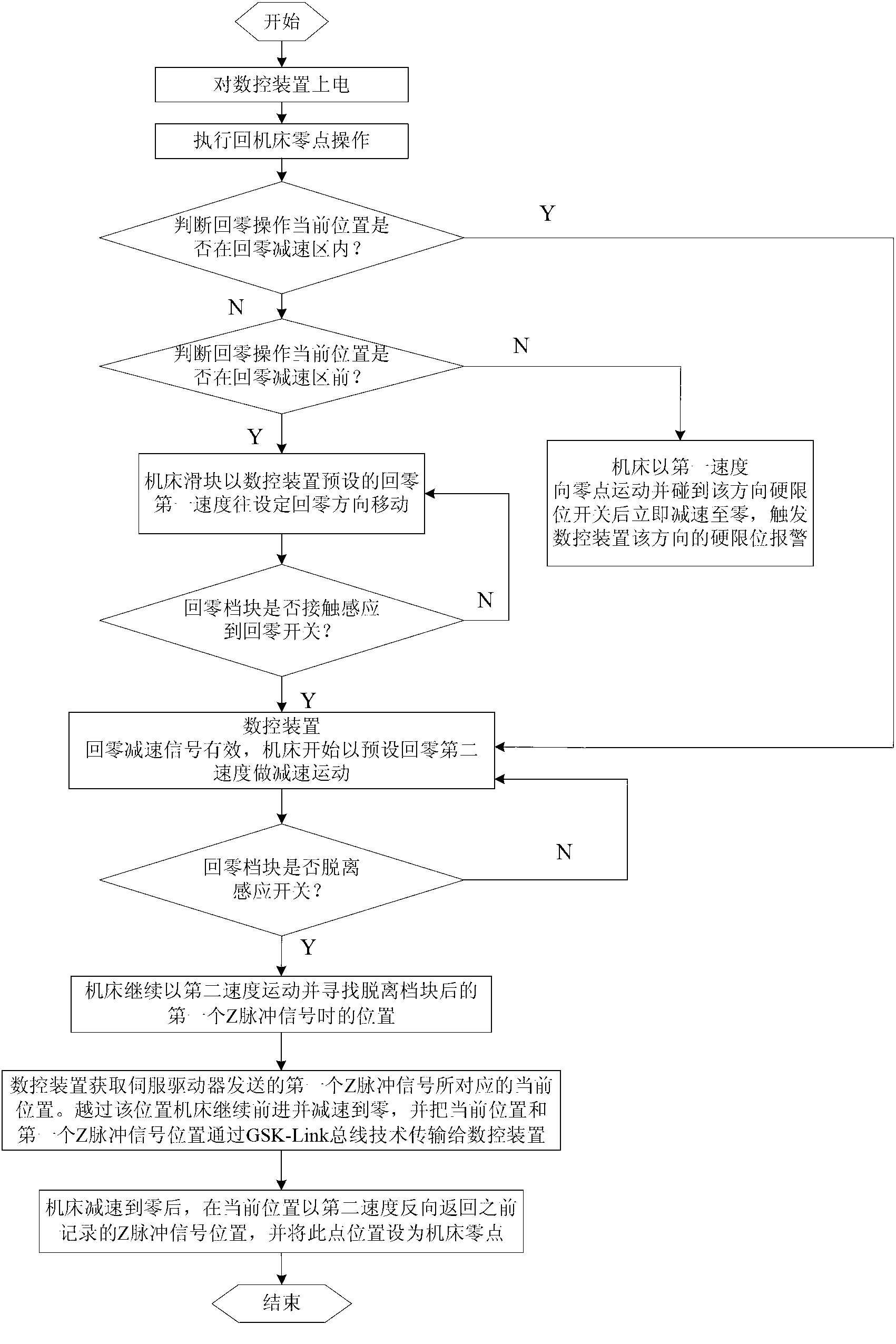
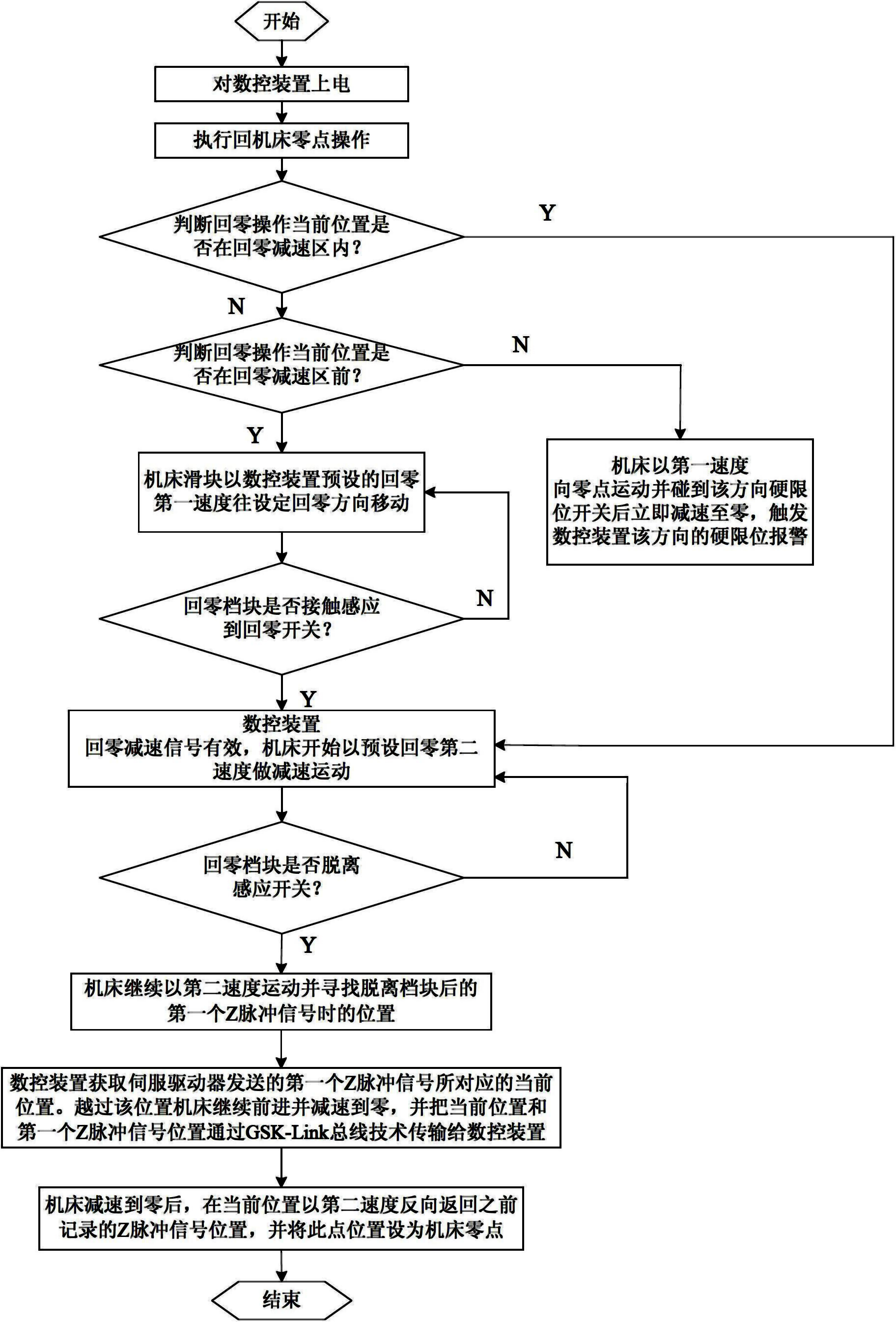
[0030] Such as figure 1 Described, the zero return control method based on industrial Ethernet bus technology of the present invention, comprises the following steps:
[0031] (1) Power on the CNC device.
[0032] (2) Select the zero return direction and start the zero return mode. The user can select the zero return direction according to the programming habit or the inertia of the machine tool.
[0033] (3) Determine whether the feed axis is in the zero return deceleration zone, if not, execute step (4); if yes, execute step (6).
[0034] (4) Determine whether the current position of the feed axis is before the zero-return deceleration zone, if so, execute step (5); if not, the machine tool moves toward the zero point at the first speed and touches the limit switch in this direction, immediately decelerates and Stop at last, and trigger the numerical control device to alarm the hard limit overtravel in this direction. The numerical control device makes a special judgment ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com