

Precision forming method of straight/helical tooth cylindrical gear
A technology of precision forming and helical teeth, which is applied in the directions of wheels, metal processing equipment, transportation and packaging, etc. It can solve the problems of high workpiece turnover times, large forming force, material waste, etc., and achieve the effect of stable mass production
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
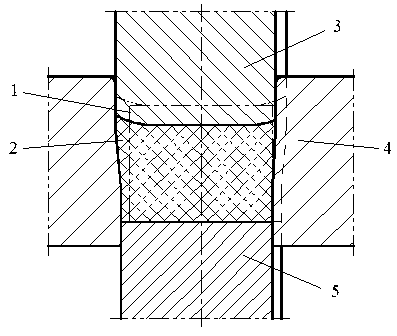
[0087] The precision gear forming die of the present invention has two types: a closed die forging pre-forming die and a push-through final forming die.
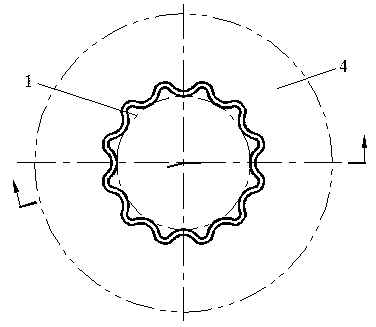
[0088] (1) For the example of the preforming mold, see the attached figure 2 , attached image 3 , attached Image 6 , The working part of the preforming die is composed of the preforming die 4 , the preforming punch 3 and the top block 5 . The profile of the side wall of the preformed die cavity is in the shape of "increasing diameter and semi-ridge". Please refer to the attached diagram for the axial projection and meridional plane dimensions. image 3 , attached Figure 4 , attached Figure 5 , attached Image 6 , in order to improve the bearing capacity, the concave mold must adopt a combined structure, that is, the periphery is hooped with a prestressed ring; the shape of the meridian surface of the preformed punch 3 working end is made according to the shape of the preformed part 2, and the axial projection is als...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More