

Rolling and cogging production method for large austenite stainless and heat-resistant gas valve steel 21-4N ingot
A production method, austenitic technology, applied in the field of metallurgy, can solve the problems of narrow thermal deformation temperature range, high high temperature strength, large deformation resistance, etc., and achieve the effects of reduced metallurgical manufacturing cost, simple process, and shortened production cycle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0056] Using soaking furnace hot charging ingot heating and homogenization treatment (ingot weight 2.328 tons) + preliminary rolling mill (750 rolling mill) hot processing billet to produce austenitic stainless heat-resistant valve steel 21- 4N (5Cr21Mn9Ni4N) billet (160×160mm).
[0057] Ingot shape: 2.328t ingot Ingot side length: large section 510×510mm, small section 430×430mm, ingot height 1300mm. Steel type: 21-4N (5Cr21Mn9Ni4N). Bloom specification: 160*160mm
[0058] Table 1 Blooming mill reduction schedule
[0059] Ingot type: 2.328t ingot Steel ingot side length: 510 × 510 430 × 430 × 1300 mm
[0060] Steel type: 5Cr21Mn9Ni4N (21-4N) gas valve steel Rough billet specification: 160×160mm
[0061]
[0062]
[0063]
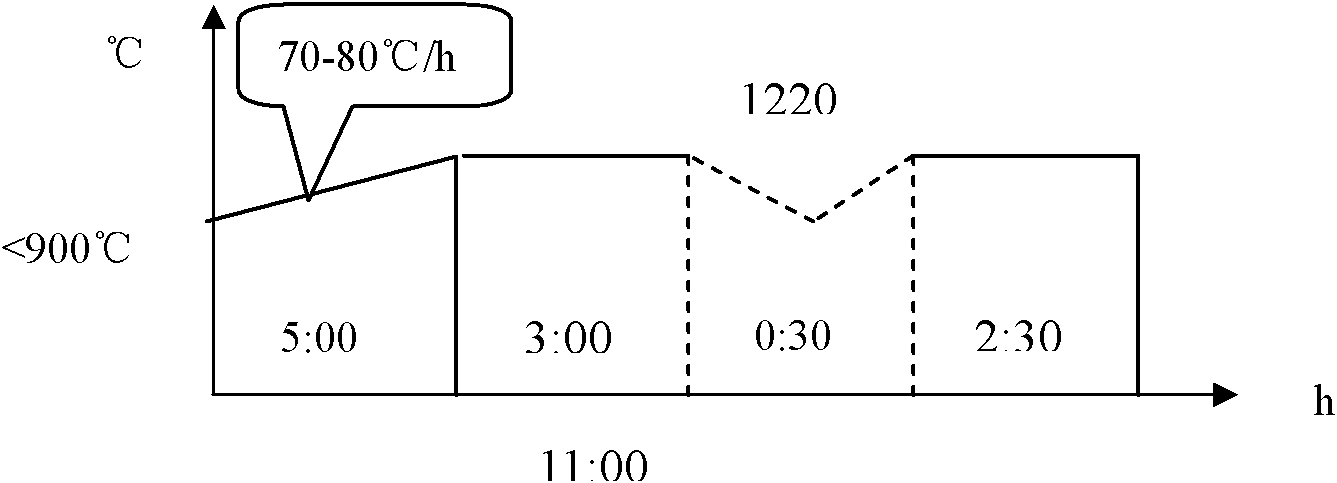
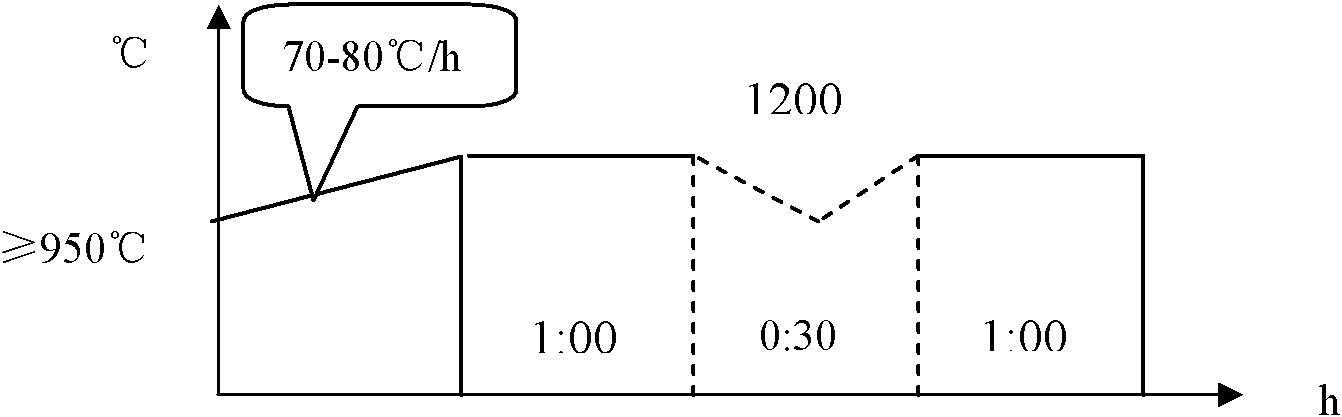
[0064] During the first-fire ingot heating process before the first-fire rolling...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More