

Welding method for vertically spliced super-thick steel plate
A welding method and thick steel plate technology, applied in welding equipment, welding equipment, auxiliary welding equipment, etc., can solve problems such as inability to control welding deformation very effectively, difficulty in obtaining satisfactory jigsaw products, and high rigidity of large-thickness steel plate structures. Achieve the effect of avoiding welding deformation correction, avoiding root cleaning process, and avoiding welding cracks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
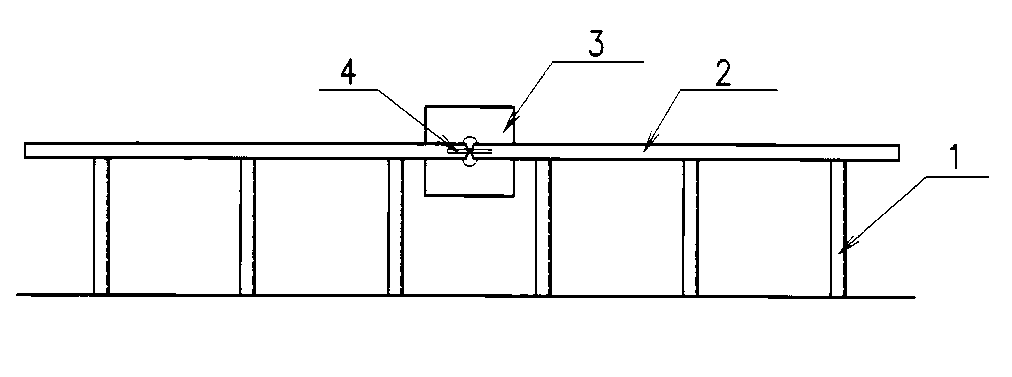
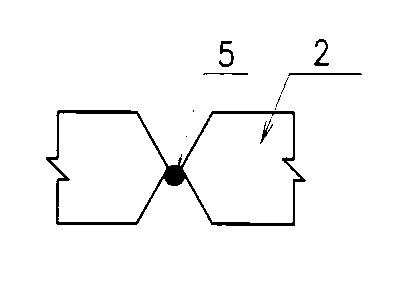
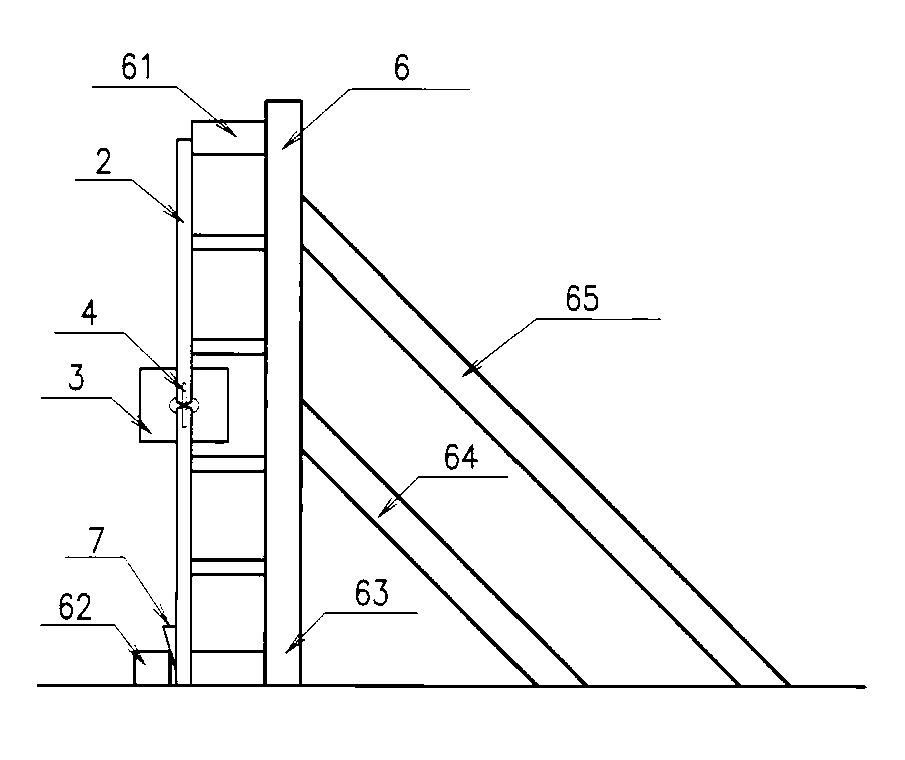
[0028] Attached below figure 1 , Attached figure 2 , Attached image 3 The present invention is further described with specific embodiments.
[0029] 1. Make X-shaped welding grooves on the welding parts of two ultra-thick steel plates 2 with specifications of 80 mm×2100 mm×9600 mm. The angles of the grooves on both sides are 20°, and there is no blunt edge in the middle, and the groove and The surfaces on both sides are polished until metallic luster appears.
[0030] 2. Hoist the ultra-thick steel plate 2 with the cut bevel to the flat welding frame 1, adjust the welding gap between the two ultra-thick steel plates to 8mm, and weld an arc ignition plate at each end of the ultra-thick steel plate weld. 4. Add 32 fixed plates 3 to the sides of the front and back welds of the ultra-thick steel plate.
[0031] 3. Use heating equipment to preheat the range of 150mm on both sides of the welding groove to above 90℃, not exceeding 120℃.
[0032] 4. Stick Φ10mm round rod type ceramic back...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More