

Semi-automatic barreling device of full-automatic filling machine
A filling machine, semi-automatic technology, applied in the direction of packaging, etc., can solve unseen problems, achieve the effects of eliminating waste of materials, improving operating efficiency, and reducing labor intensity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] In order to enable the examiners of the patent office, especially the public, to understand the technical essence and beneficial effects of the present invention more clearly, the applicant will describe in detail the following in the form of examples, but none of the descriptions of the examples is an explanation of the solutions of the present invention. Any equivalent transformation made according to the concept of the present invention which is merely formal but not substantive shall be regarded as the scope of the technical solution of the present invention.
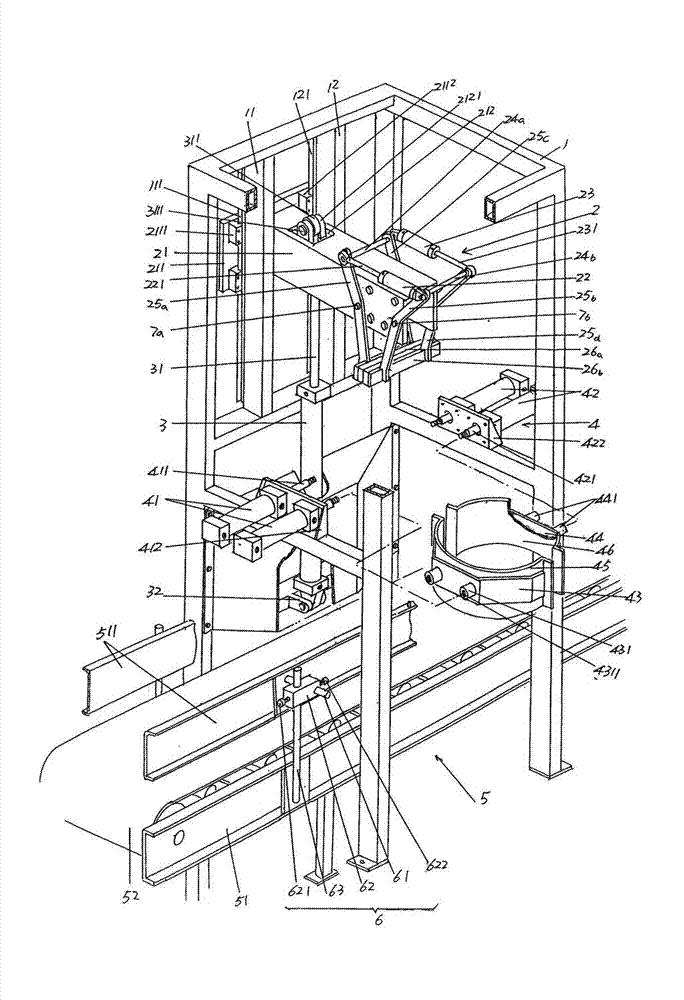
[0020] See figure 1 , provides a frame 1 that resembles a well-tac-toe frame used for building construction, and the frame 1 is configured in a complete set of automatic filling assembly line in use to pack soft packaging bags such as plastic film bags after filling materials. Transported to the terminal part of the flexible packaging bag output mechanism 5 loaded into the barrel at the barreling station...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More