

Method for curling para-position aramid short fibers
A para-aramid fiber and crimping technology, applied in textiles and papermaking, can solve the problems of high energy consumption, slow heating, difficult to increase steam pressure, etc., and achieve good crimping performance, simple and efficient process, and energy saving. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] Example 1: 90 para-aramid filaments of 1000D / 500f are assembled into a large tow of 90,000 deniers, and the large tow is soaked in a hot water bath at 90°C for 6-30 seconds, and fed through a crimping machine. The input wheel is sent into the stuffing extrusion type crimping tank for crimping, and the crimping tank does not need to be equipped with a heating device. The main and back pressure of the crimping machine are 0.32Mpa and 0.25Mpa respectively. The speed of feeding the tow into the crimping box is controlled by the speed of the feeding wheel of the crimper to 70m / min. The crimped tow is evenly laid on the hot air Dry it in a drying oven at a temperature of 100°C, and then send it to a cutting machine for cutting after adjusting the tension. The crimp properties of the obtained para-aramid staple fibers are shown in Table 3.
Embodiment 2
[0025] Example 2: 133 para-aramid filaments of 750D / 500f are assembled into a large tow of 100,000 deniers, and the large tow is passed through a steam preheating box at 95°C and sent by the feeding wheel of the crimper Put it into the stuffing extrusion type crimping tank for crimping, and the crimping tank does not need to be equipped with a heating device. The main and back pressure of the crimping machine are 0.20Mpa and 0.17Mpa respectively. The speed of feeding the tow into the crimping box is controlled by the speed of the feeding wheel of the crimper to 50m / min. The crimped tow is evenly laid on the hot air Dry it in a drying oven at a temperature of 95°C, and then send it to a cutting machine for cutting after adjusting the tension. The crimp properties of the obtained para-aramid staple fibers are shown in Table 3.
Embodiment 3
[0026] Example 3: 96 para-aramid filaments of 1250D / 500f are assembled into a large tow of 120,000 deniers, the large tow is washed with oil in the oil washing tank, and fed into the stuffing extrusion through the feeding wheel of the crimper The crimping is carried out in the press-type crimping tank, and the crimping tank does not need to be equipped with a heating device. The main and back pressure of the crimping machine are 0.35Mpa and 0.21Mpa respectively. The speed of feeding the tow into the crimping box is controlled by the speed of the feeding wheel of the crimper to 30m / min. The crimped tow is evenly laid on the hot air Dry it in a drying oven at a temperature of 130°C, and then send it to a cutting machine for cutting after adjusting the tension. The crimp properties of the obtained para-aramid staple fibers are shown in Table 3.
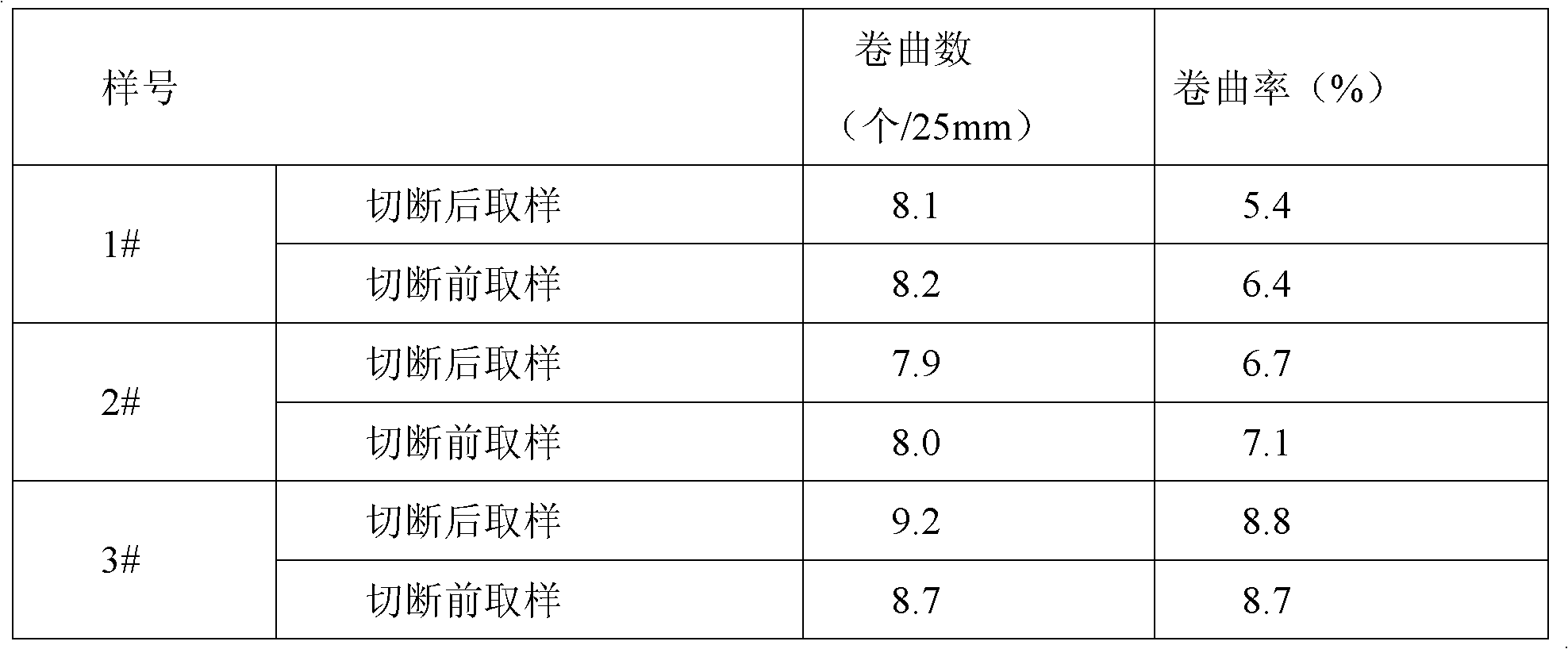
[0027] Table 3 Analysis of physical properties of para-aramid staple fiber samples
[0028] Sample serial number
PUM
| Property | Measurement | Unit |
|---|---|---|
| glass transition temperature | aaaaa | aaaaa |
| crystallization temperature | aaaaa | aaaaa |
| glass transition temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More