

Monitoring method of heating time and heating temperature of heating furnace
A heating time and heating temperature technology, applied in heat treatment furnaces, heat treatment process control, furnaces, etc., can solve the problems of long heating time, increase oxidation burning loss, affect the cost per ton of steel, etc., to reduce the oxidation burning loss rate, The effect of preventing oxidation burning and reducing the cost per ton of steel
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] The present invention will be further described below by embodiment.
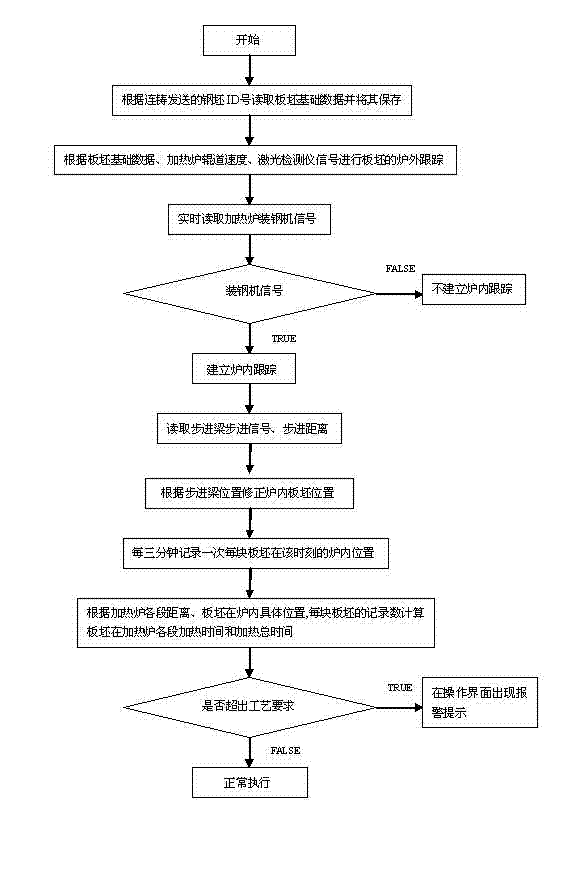
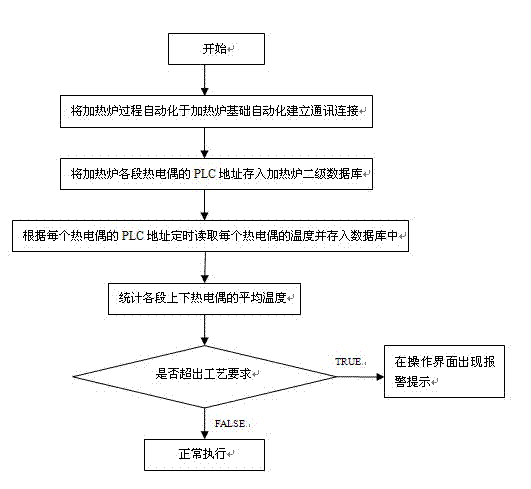
[0027] refer to figure 1 , the heating furnace heating time monitoring method comprises the following steps:
[0028] (1) The computer of the heating furnace process automation (heating furnace level 2) establishes a connection with the heating furnace basic automation (heating furnace level 1) PLC through OPC configuration, and uses the Visual Studio 2008 tool to write a program to read the continuous casting in real time and send it to the heating The billet ID number in the first-level PLC of the furnace (every time the continuous casting transfers a billet to the heating furnace, it will write down the ID number of the transferred billet to the first-level PLC of the heating furnace), and according to the ID number, go to the automation of the rolling line process (rolling line The basic data of the billet (including geometric dimensions, chemical composition, steel types, etc.) is read from the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More