

Ceramic plunger moulding process
A technology of ceramic plunger and molding process, which is applied in the field of ceramic plunger molding technology, can solve the problems of lower production efficiency, waste of raw materials, increased motion friction resistance, etc., achieve the reduction of the process of lathe processing before sintering, and reduce the waste of processing Quantity, the effect of improving the ability to resist pressure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0016] The present invention will be described in detail below with regard to specific accompanying drawings.
[0017] A ceramic plunger molding process, the ceramic plunger is an alumina ceramic plunger for pumps, the operation steps are:
[0018] a, select No. 99 ceramic granulation powder;
[0019] b. Select a dry pressing mould, add the selected ceramic granulation powder into the dry pressing mould, and extrude;
[0020] c. Put the dry-pressed semi-finished ceramic plunger into the soft bag mold, and then put it into the isostatic press, set the pressure to 100MPa-110MPa, and the static pressure time to 5-6 minutes;
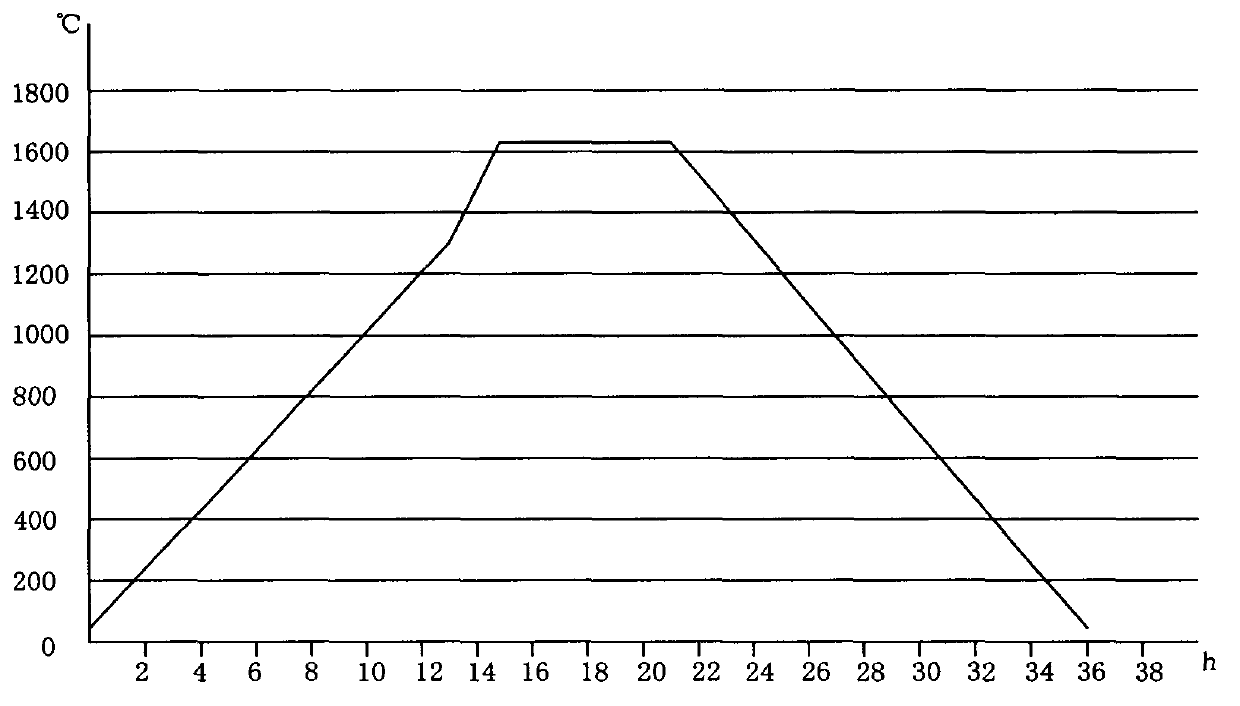
[0021] d. Take out the ceramic plunger from the molding cavity of the isostatic press, put it into the sintering furnace and sinter it in four steps: figure 1 As shown, in the first step, within 13 hours, the temperature in the sintering furnace is raised from room temperature to 1250°C at a constant speed; in the second step, the temperature in the sinter...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More