

Pulsed laser machining method and installation, particularly for welding, with variation of the power of each laser pulse
A laser processing method and laser pulse technology, applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of complex and difficult welding quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0021] Laser processing method of the present invention comprises the steps:
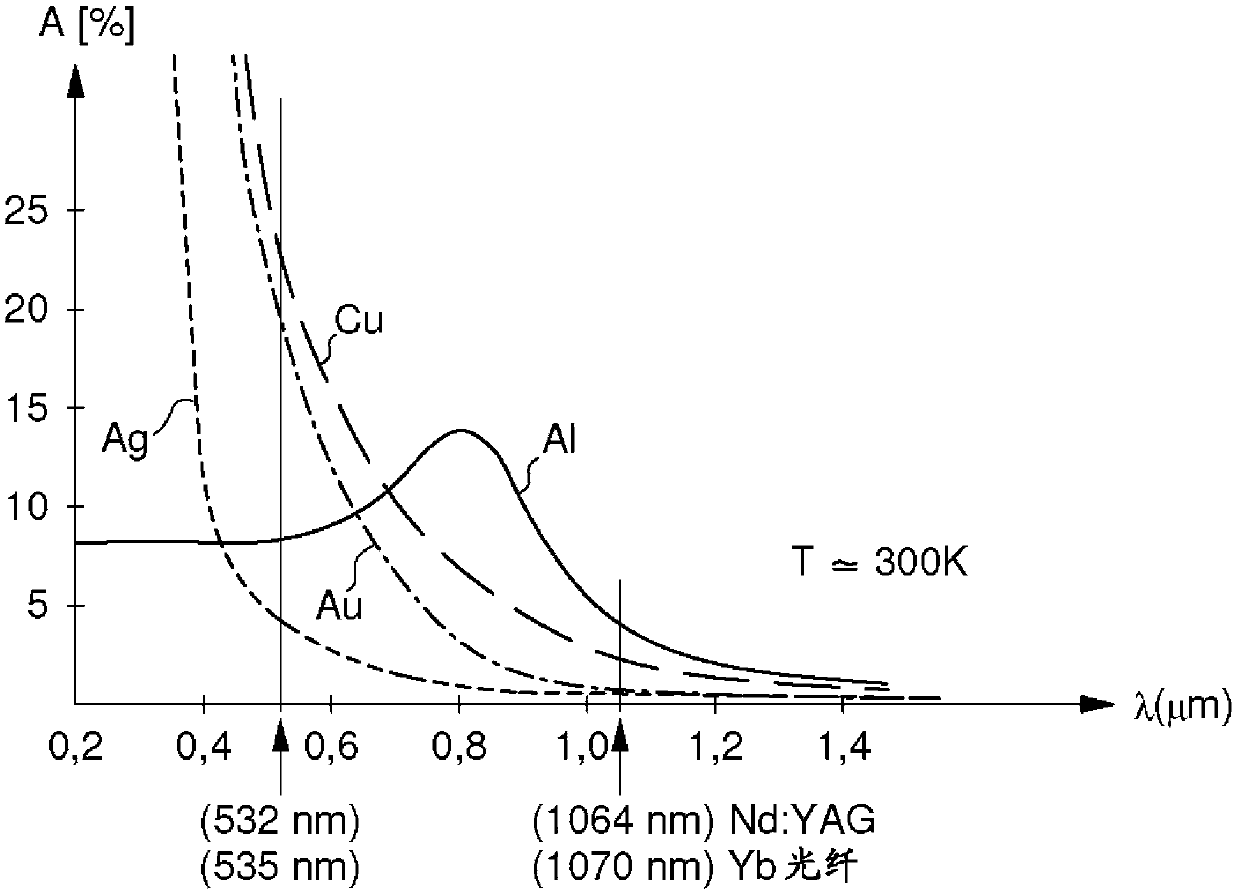
[0022] A) A laser source is used to generate a laser beam formed by a series of laser pulses with a wavelength of 700-1200 nm.
[0023] B) Using a nonlinear crystal to double the frequency of a portion of the laser beam.
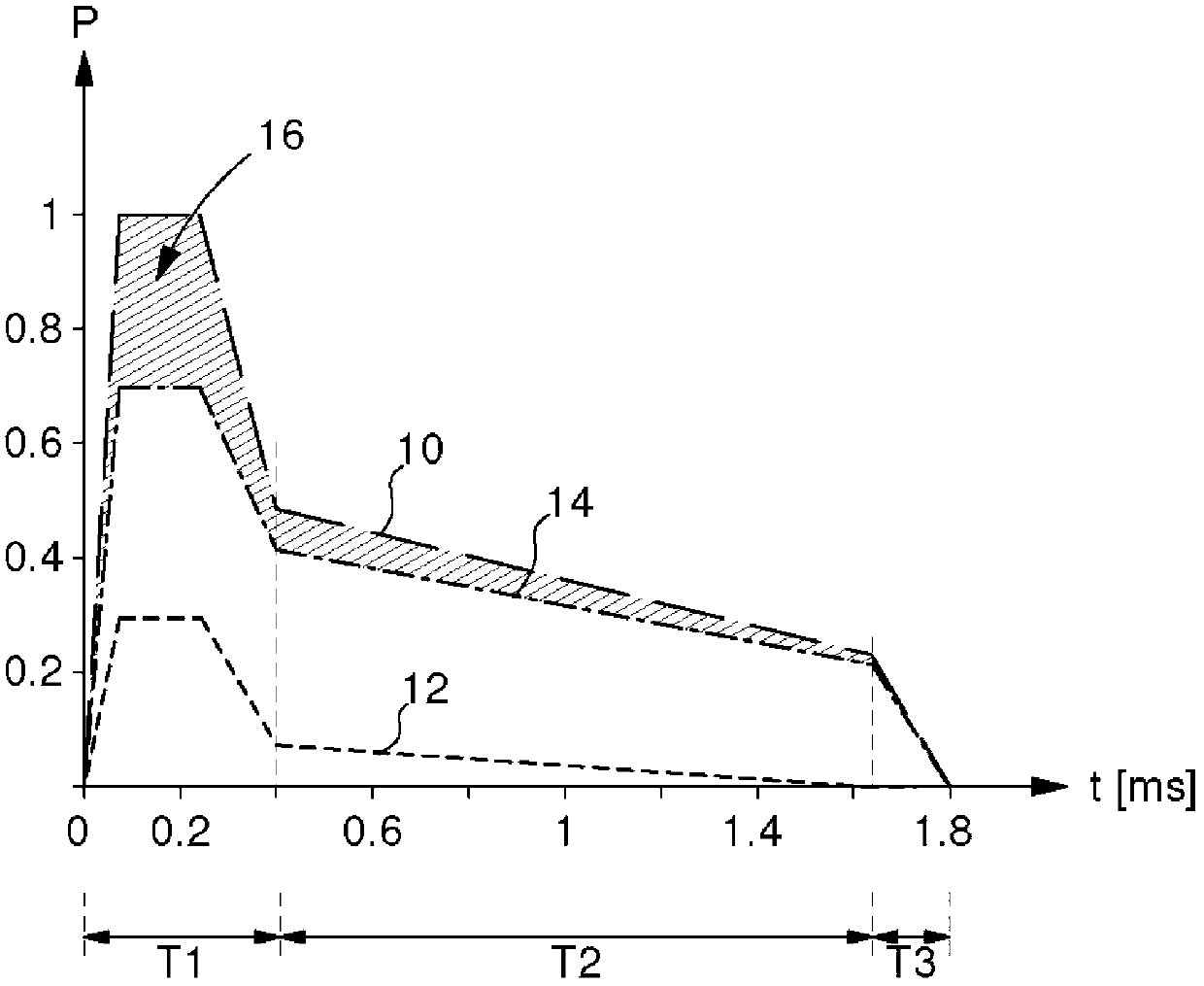
[0024] C) Vary the power during each emitted laser pulse such that, over the entire period of this laser pulse, the power profile has maximum peak power in the initial sub-period T1 or a portion of the pulse has maximum power for a duration longer than the initial sub-period T1 The period is longer and occurs in a subsequent second intermediate sub-period T2, with a power lower than said maximum power throughout the entire intermediate sub-period.
[0025] The variation in maximum power is at least twice the average power over the entire period of the laser pulse, increasing to said maximum power in less than 3 / 10 millisecond (0.3 ms) from the start of each laser pulse.
[0026]...
PUM
| Property | Measurement | Unit |
|---|---|---|
| wavelength | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More