

Glass fiber all-winding aluminum liner composite cylinder and manufacturing process thereof
A glass fiber and manufacturing process technology is applied in the field of glass fiber full-wound aluminum liner composite gas cylinder and its manufacturing process, which can solve the problems of complex molding process and high price, reduce void ratio, improve performance factor, and avoid product scrap and the effect of defective products
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
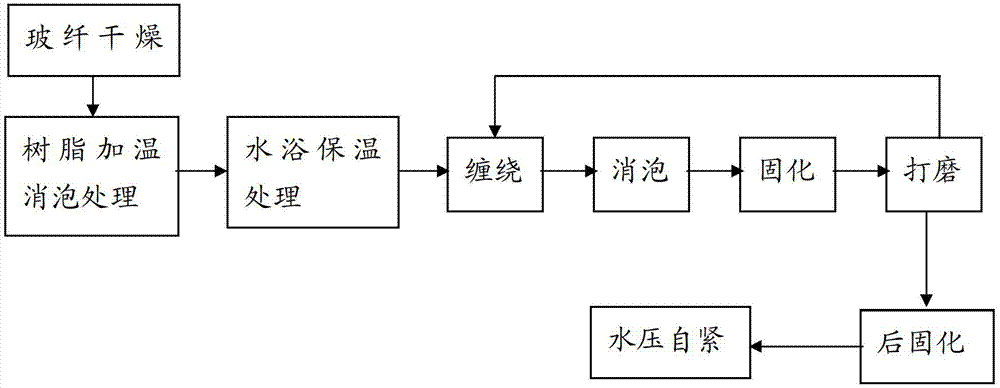
[0039] 1) Put the high-strength glass fiber in an oven at 80℃ for 4 hours for drying treatment;
[0040] 2) Use a 20 kg metal bucket to hold the epoxy resin matrix in an open, and place it in an oven at 40°C for 2 hours for defoaming treatment;
[0041] 3) Mix the epoxy resin (Dow Chemical der331) that has undergone defoaming treatment and the curing agent (Italy Pauline MMHPA), and stir for 10 minutes with a pneumatic mixer at a speed of 90r / min;
[0042] 4) Pour the stirred resin matrix into the glue tank, and the dried glass fiber infiltrates the resin from the glue tank. The resin needs to be kept in a water bath at 40°C to ensure good infiltration under low viscosity;
[0043] 5) The aluminum alloy inner liner is used as the inner lining. Because the glass fiber reinforced resin matrix composite material is an insulating material, the glass fiber reinforced resin matrix composite material is directly wound after the process top block is installed on the winding machine;
[0044] 6)...
Embodiment 2
[0054] 1) Put the high-strength glass fiber in an oven at 75°C for 8 hours for drying;
[0055] 2) Use a 20 kg metal bucket to hold the epoxy resin matrix in an open, and place it in an oven at 35°C for 4 hours for defoaming treatment;
[0056] 3) Mix the epoxy resin (Dow Chemical der331) that has undergone defoaming treatment and the curing agent (Italy Pauline MMHPA), and stir for 10 minutes with a pneumatic mixer at a speed of 90r / min;
[0057] 4) Pour the stirred resin matrix into the glue tank, and the dried glass fiber infiltrates the resin from the glue tank. The resin needs to be kept in a 35°C water bath to ensure good infiltration under low viscosity;
[0058] 5) The aluminum alloy inner liner is used as the inner lining. Because the glass fiber reinforced resin matrix composite material is an insulating material, the glass fiber reinforced resin matrix composite material is directly wound after the process top block is installed on the winding machine;
[0059] 6) The winding...
Embodiment 3
[0069] 1) Put the high-strength glass fiber in an oven at 85°C for 4 hours for drying;
[0070] 2) Use a 20 kg metal bucket to hold the epoxy resin matrix in an open, and place it in an oven at 45°C for 4 hours to defoam;
[0071] 3) Mix the epoxy resin (Dow Chemical der331) that has undergone defoaming treatment and the curing agent (Italy Pauline MMHPA), and stir for 10 minutes with a pneumatic mixer at a speed of 90r / min;
[0072] 4) Pour the stirred resin matrix into the glue tank, and the dried glass fiber infiltrates the resin from the glue tank. The resin needs to be kept in a water bath at 45°C to ensure a good infiltration effect under low viscosity;
[0073] 5) The aluminum alloy inner liner is used as the inner lining. Because the glass fiber reinforced resin matrix composite material is an insulating material, the glass fiber reinforced resin matrix composite material is directly wound after the process top block is installed on the winding machine;
[0074] 6) The winding d...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More