

Pre-welding shaping auxiliary mold of large-scale steel cylinder and welding method
A pre-welding shaping and cylinder technology, which is applied in the field of assembly, welding, shaping and forming before welding, can solve the adverse effects of performance, difficulty in ensuring the roundness and levelness of the cylinder, the overall strength of the offshore barge platform support, Anti-shock environmental pollution and other performance impact problems, to achieve the effect of saving procedures, simple structure and wide application range
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
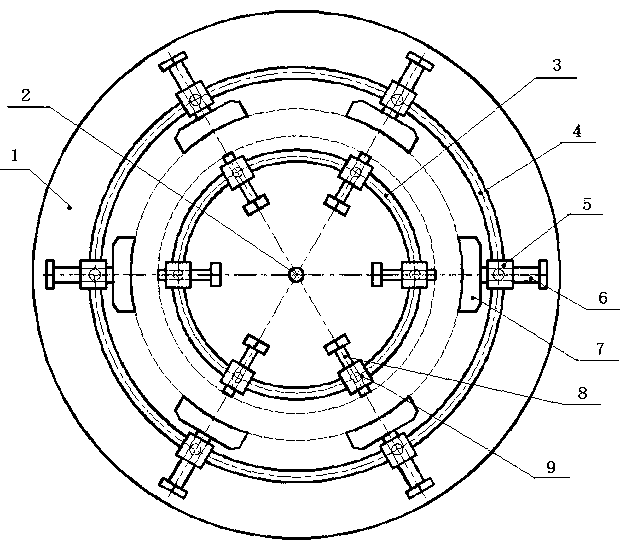
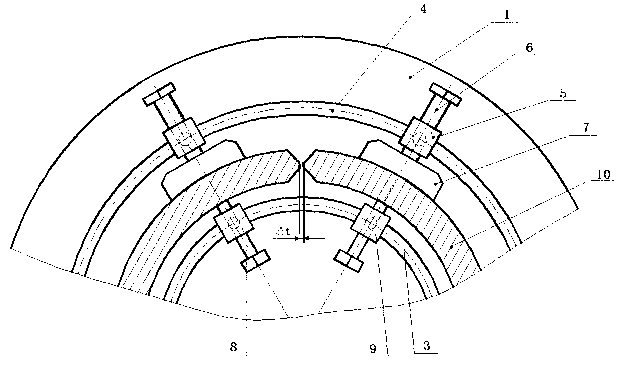
[0025] Below in conjunction with accompanying drawing and specific embodiment the present invention will be described in further detail: refer to figure 1 , a pre-welding shaping die for large cylindrical parts provided by this method, a pre-welding shaping die for large steel cylindrical parts, the mold device includes a welding platform 1, a fixed column 2, a slideway, an outer arc It consists of a shaping mechanism and an inner arc shaping mechanism. The slideway includes an inner arc slideway 3 and an outer arc slideway 4; the outer arc shaping mechanism is composed of an outer arc positioning block 7, an outer lead screw 6, and an outer bracket 5. The lower part of the bracket 7 is nested and installed in the outer arc slideway 4, and a lock nut is provided to fix it on the welding platform. The outer screw rod 6 is installed on the upper part of the outer bracket 7, and the top of the outer screw rod 6 is connected to the outer arc positioning block 7 , toward the cente...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More