Automobile hub bolt and machining technology thereof
An automobile wheel hub and processing technology technology, applied in the field of mechanical parts processing, can solve problems such as low material utilization rate, affecting bolt assembly, and many processes, and achieve the effect of reducing potential safety risks, maintaining continuity, and good safety performance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
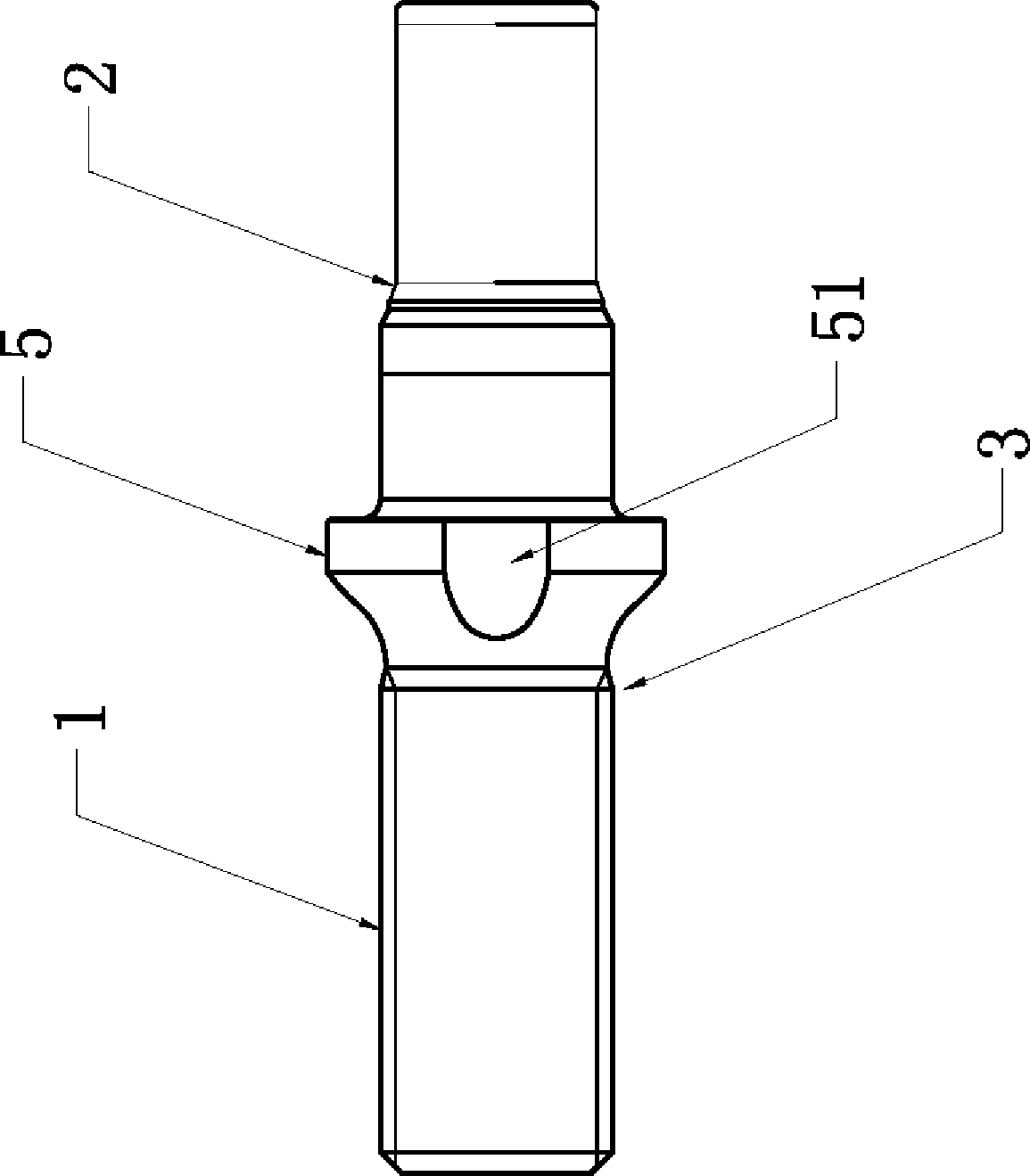
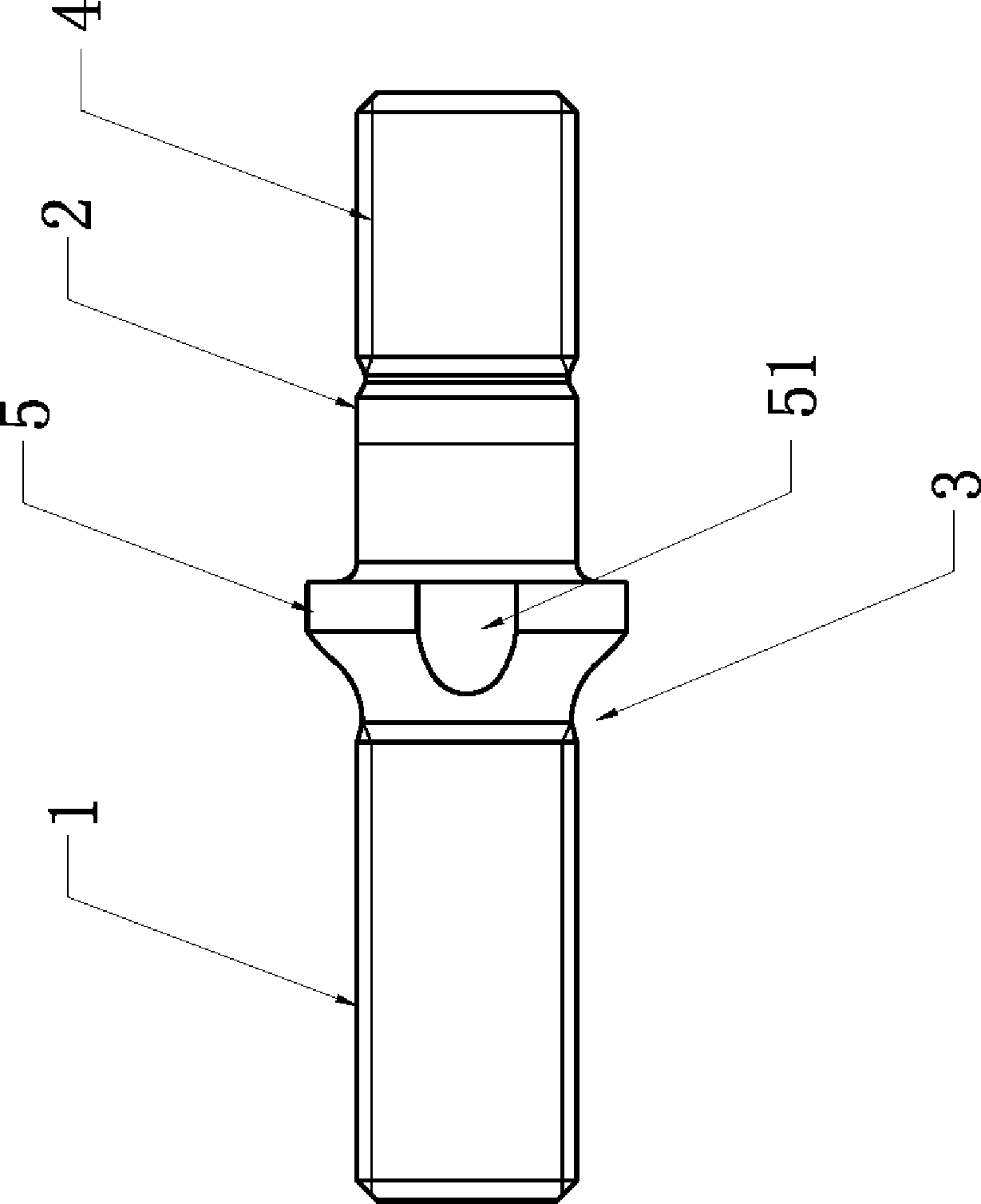
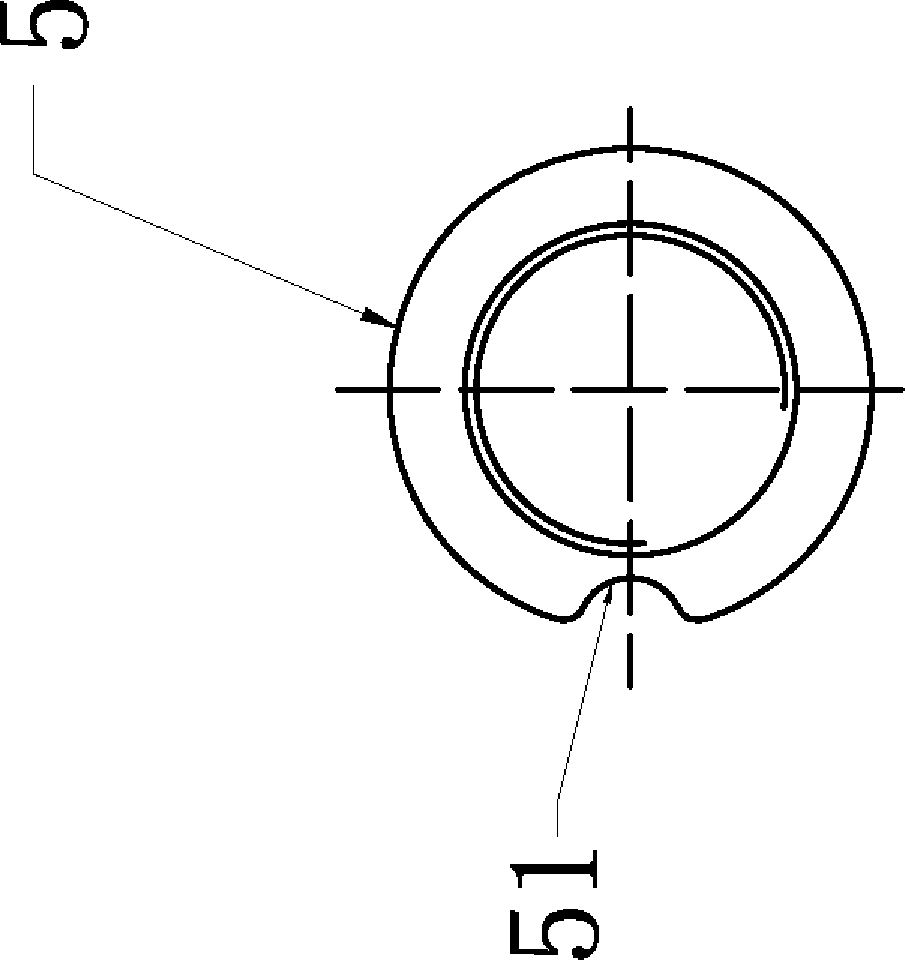
[0027] see Figure 1 to Figure 3 , the present invention will be described in detail below in conjunction with the accompanying drawings.
[0028] A kind of automobile hub bolt processing technology of the present invention, comprises following process step in order:
[0029] (1) Cold heading: select qualified round steel blanks for multi-station cold heading forming, and form lock cylinder 1 and lock head 2 at one time;
[0030] (2) Heat treatment: quenching and tempering the round steel blank that has formed the lock cylinder 1 and the lock head 2;
[0031] (3) Teeth rolling: rolling the lock cylinder 1 of the round steel blank to form the automobile hub bolt 3;
[0032] (4) Blackening and dehydrogenation: After the formed automobile hub bolts 3 are blackened, dehydrogenation treatment is carried out in time to eliminate the hydrogen infiltrated during the above-mentioned various processes.
[0033] In the present invention, the automobile hub bolt processing ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More