

Forging forming method of low-pressure turbine shaft made of C250 maraging steel
A technology of maraging steel and low-pressure turbine shaft, which is applied in the direction of engine components, mechanical equipment, etc., and can solve problems such as adverse effects on the structure and performance of forgings, unqualified structure and performance, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0018] The main chemical element content (weight percentage) of C250 maraging steel (00Ni18Co8Mo5TiAl) is: C content ≤ 0.01%, Mn content ≤ 0.1%, Si content ≤ 0.1%, Ni content 17% ~ 19%, Mo content 4.6% ~ 5.2%, O content ≤ 0.002%, Al content 0.05% ~ 0.15%, Ti content 0.3% ~ 0.5%, Co content 7% ~ 8.5%, P content ≤ 0.008%, S content ≤ 0.005%, N content ≤ 0.002%, the balance is Fe.
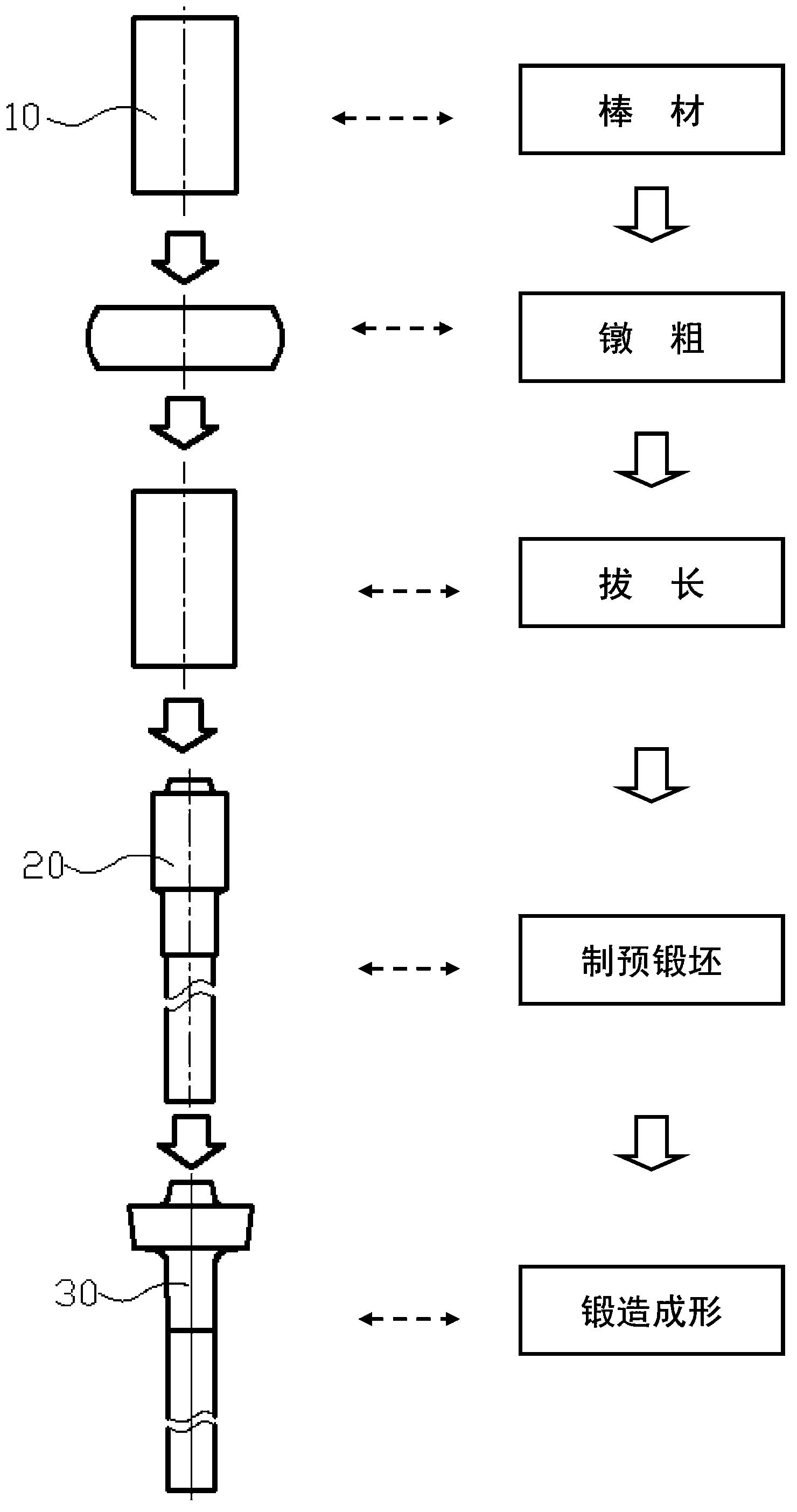
[0019] The forging process steps of the steel low-pressure turbine shaft forging are as follows:
[0020] Such as figure 1 As shown, the C250 maraging steel bar 10 blanked according to the specification is heated to a forging temperature of 990°C to 1040°C, and after upsetting and elongation, it is heated to the forging temperature and then manufactured in a forging die. Form pre-forging billet 20, then heat pre-forging billet 20 to the forging temperature of 1020 ° C ~ 1060 ° C, and then place it in the forging die for 0.015s -1 ~0.0015s -1 The strain rate is to forge the blank 20 into a low-pres...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| elongation at break | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More