

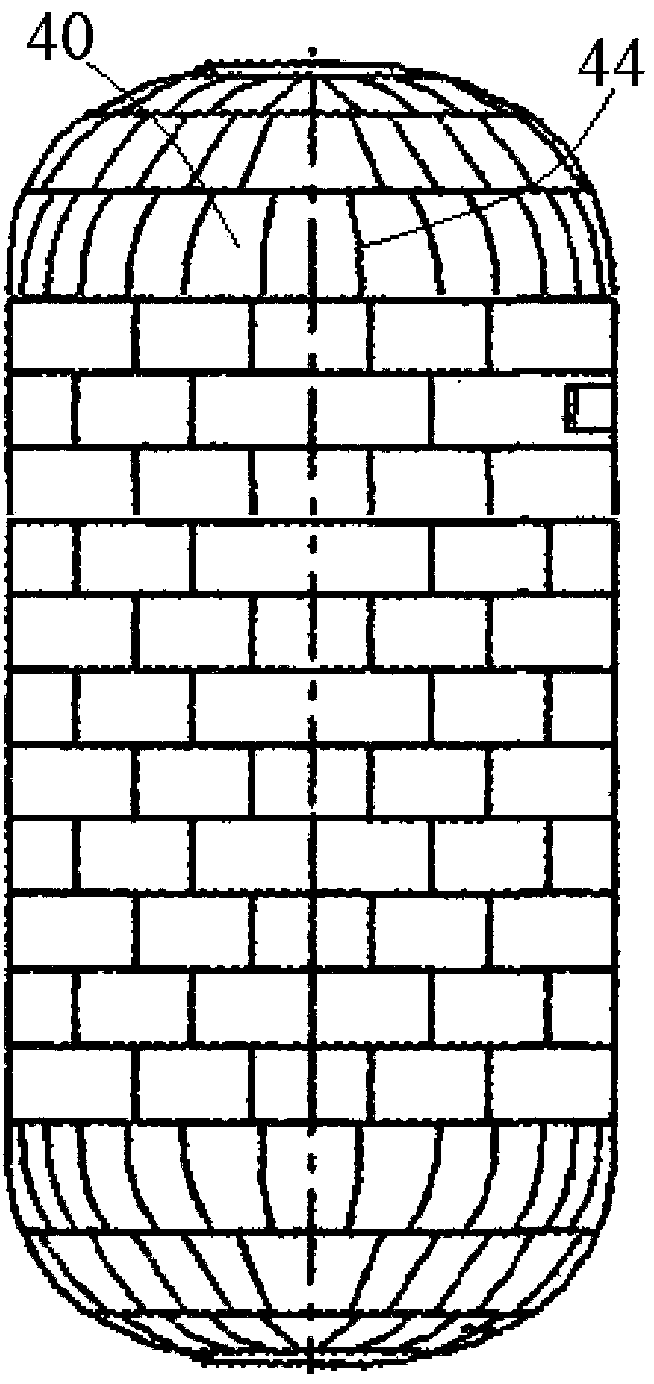
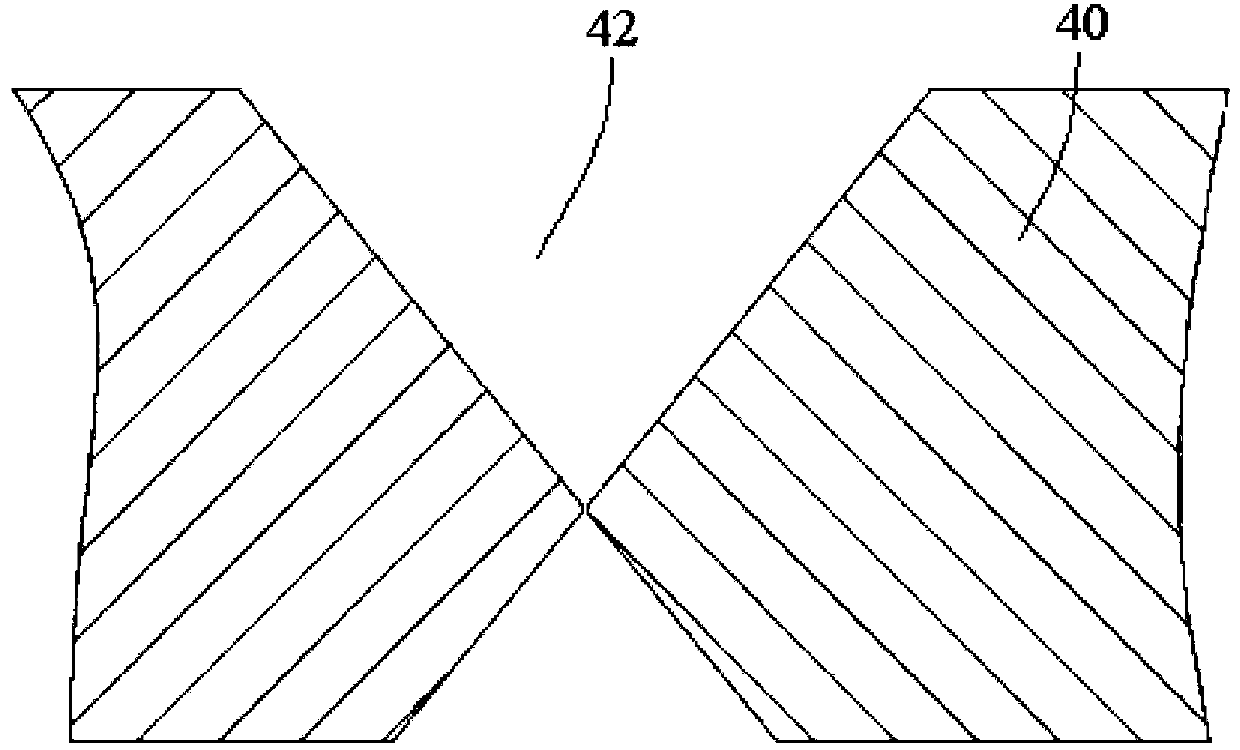
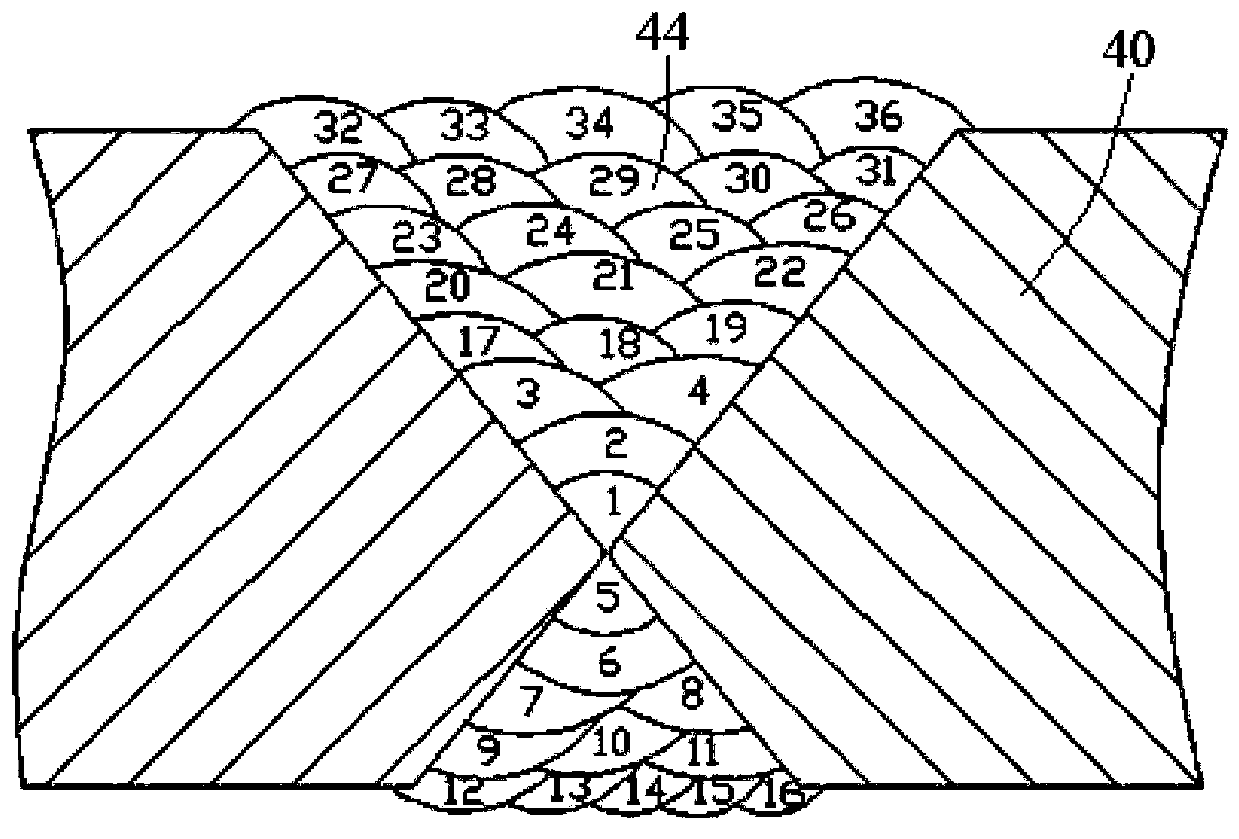
Narrow gap groove of steel containment vessel of nuclear power station and automatic welding method thereof
A steel containment, automatic welding technology, applied in nuclear power generation, welding equipment, arc welding equipment and other directions, can solve the problems of large consumption of welding materials, long welding cycle, large welding workload, etc., to improve welding efficiency, The effect of shortening welding cycle and reducing welding cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] In order to make the purpose of the invention, technical solution and beneficial technical effects of the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and specific implementation methods. It should be understood that the specific implementations described in this specification are only for explaining the present invention, not for limiting the present invention.
[0024] In order to improve welding efficiency and weld seam quality, the present invention uses pulsed MAG (melting electrode gas shielded arc welding) to weld the steel containment of nuclear power plants. MAG is currently one of the most advanced welding methods in MIGA welding in the world. When it is working, it uses argon, helium and other inert gases as shielding gas, and the welding wire is fed by the automatic wire feeding mechanism. The parameters of automatic walking welding. Compared with TIG (Tungsten Inert...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More