

Cutting and chamfering integrated turning tool and pipe cutting machine with one clamping and chamfering at the same time
A tube cutting machine and chamfering technology, which is applied in the attachment of tool holders, tools for lathes, clamping and other directions, can solve the problems affecting the next processing procedure and the improvement of processing accuracy, the roundness of the tube, and the cylindricity accuracy. Changes, large noise and pollution of the environment, etc., to avoid high equipment costs, reduce beating amplitude, and operate flexibly.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
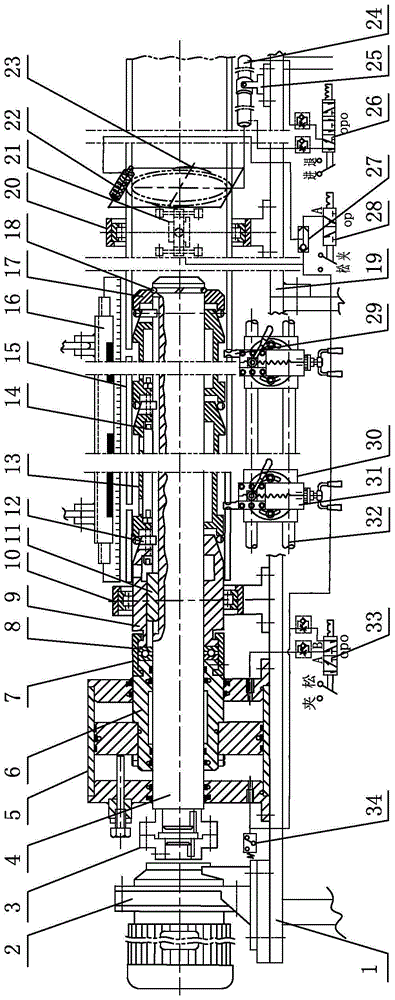
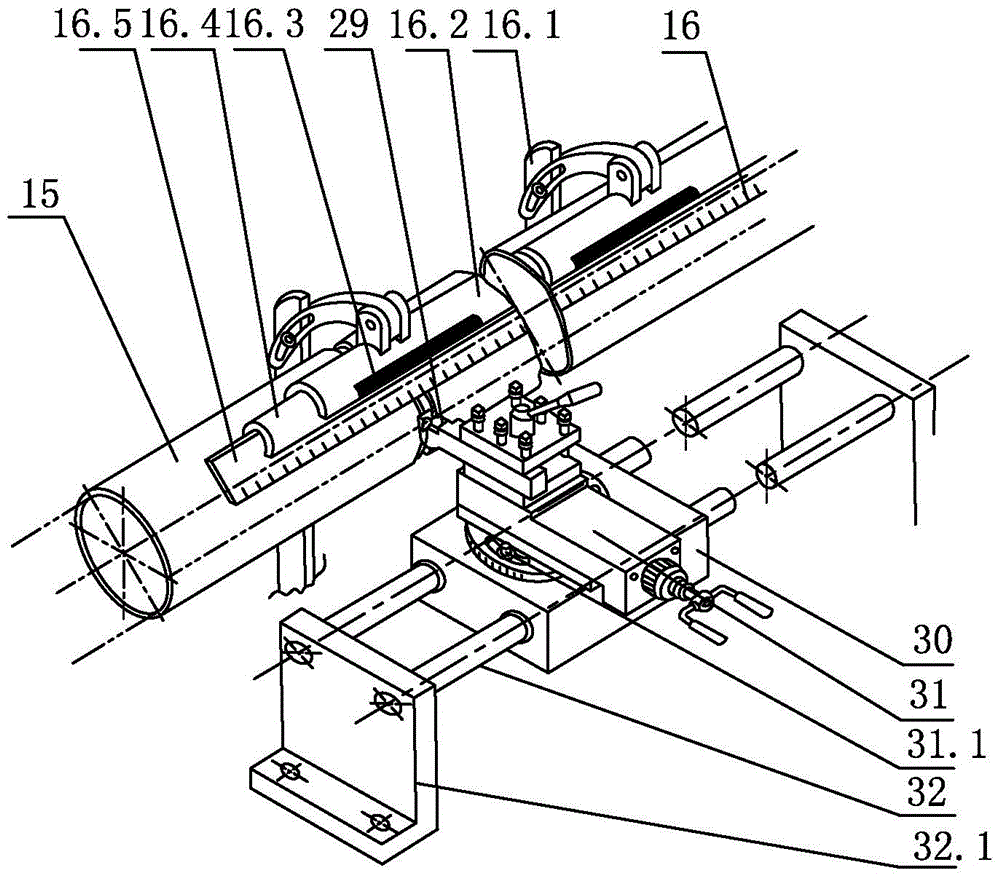
[0043] Such as Figure 4 As shown, a cutting and chamfering integrated turning tool includes a tool handle 29.8, a main cutting edge 29.4 is provided on the rake face 29.3, and two symmetrical edges are respectively provided on the intersecting edges of the rake face 29.3 and two symmetrical auxiliary flank faces 29.5. Minor cutting edge 29.1, two minor cutting edges 29.1 are respectively provided with two symmetrical V-shaped grooves 29.2, and the edge radian 29.7 of V-shaped groove 29.2 corresponds to the radian of the material tube 15 to be processed.
[0044] Operate the lathe tool holder so that the main cutting edge feeds radially towards the material tube. After cutting the material tube and retracting the tool slightly, move the cutting and chamfering integrated turning tool on the lathe tool holder axially left and right to use the V-shaped groove on the auxiliary cutting edge. Chamfering is performed on the inner and outer edges of the cross-section at both ends of t...
Embodiment 2
[0046] On the basis of Embodiment 1, the V-shaped groove 29.2 starts from the rake face 29.3 and is close to the main cutting edge 29.4, and the depth of the V-shaped groove 29.2 decreases gradually, and the width gradually decreases. The opening width of the V-shaped groove 29.2 is larger than the processed material. The wall thickness of the pipe 15 is 1-9mm away from the main cutting edge 29.4. In order to avoid the end face of the material pipe, the symmetrical secondary relief angle 29.6 below the secondary cutting edge is 1°-30°.
[0047] The size of the chamfer is determined by the opening width of the ground V-shaped groove, the size of the auxiliary relief angle, and the amount of left and right cutting.
Embodiment 3
[0049] On the basis of Embodiments 1 and 2, two symmetrical secondary cutting edges 29.1 formed by cutting off the rake face 29.3 of the chamfering integrated turning tool 29 and intersecting with two symmetrical secondary flank surfaces 29.5 are located near the front of the tool. , inclined downward, symmetrically provided with two gradually smaller V-shaped grooves 29.2, forming a side radian 29.7 of the V-shaped groove, corresponding to the radian of the cut material pipe 15.
[0050] The opening width of the V-shaped groove 29.2 starting from the rake face 29.3 is greater than the wall thickness of the cutting tube 15, the distance from the main cutting edge 29.4 is 1-9mm, and the symmetrical secondary relief angle 29.6 is 1°-30° .
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More