

Unclear root welding method for thick plate Y-groove with unequal gap
A welding method and equal gap technology, applied in the field of steel structure manufacturing, can solve the problems of inability to achieve good fusion of weld metal, uneven gap after steel plate assembly, and low straightness, so as to reduce the amount of weld metal filling and welding quality Stable and avoid the effect of environmental pollution
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] The present invention discloses a method for welding thick plate Y-shaped grooves with unequal gaps and unclear roots, which includes the following steps:
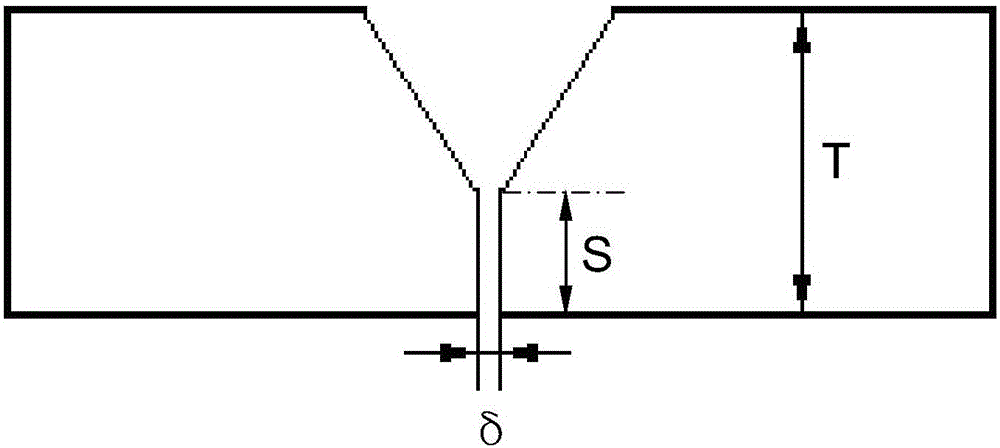
[0027] Cutting and assembly steps before welding, cutting steel plates to form grooves, and assembling with unequal gaps to form Y-shaped grooves. In one embodiment, flame cutting is used in this step to form the groove, the size of the blunt side of the groove is 6-10 mm, and the root is assembled with a gap ranging from 1-3 mm to form a Y-shaped groove. In one embodiment, the pre-welding cutting and assembling steps further include a spot welding positioning process, and the spot welding positioning adopts gas shielded welding and uses a Φ1.2mm solid welding wire. figure 1 Reveals a schematic diagram of pre-weld cutting and assembly, in figure 1 Among them, δ represents the gap of the basis, and T represents the thickness of the plate. The method of the present invention is suitable for thick plates with a thickn...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More