

Closed type extrusion forging technology of complete fiber single-throw crankshaft forge piece
An all-fiber, closed-type technology, which is applied in metal plastic forming process and closed-type extrusion forging, can solve the problems of reducing production efficiency, increasing mold costs and processing procedures, and achieving high production efficiency, low cost, and material utilization. high effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] Below in conjunction with accompanying drawing and embodiment the present invention will be further described:
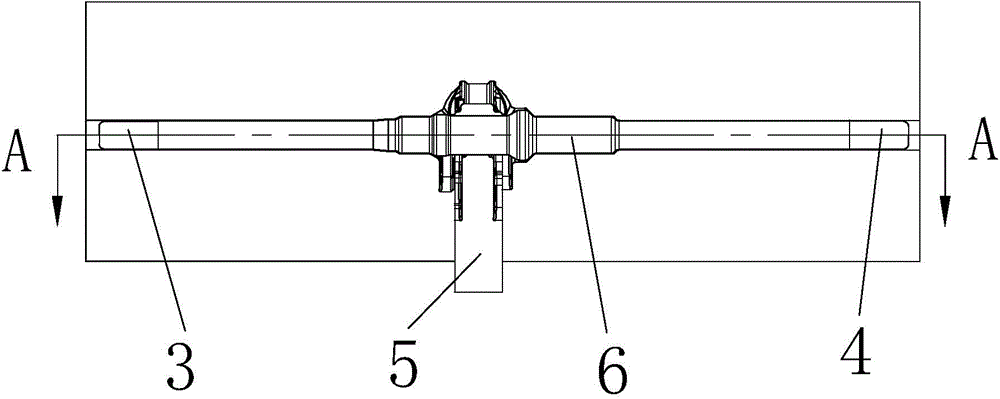
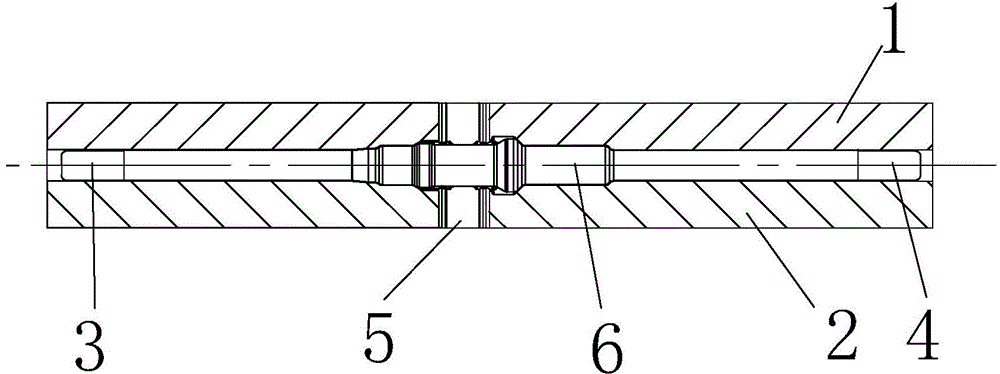
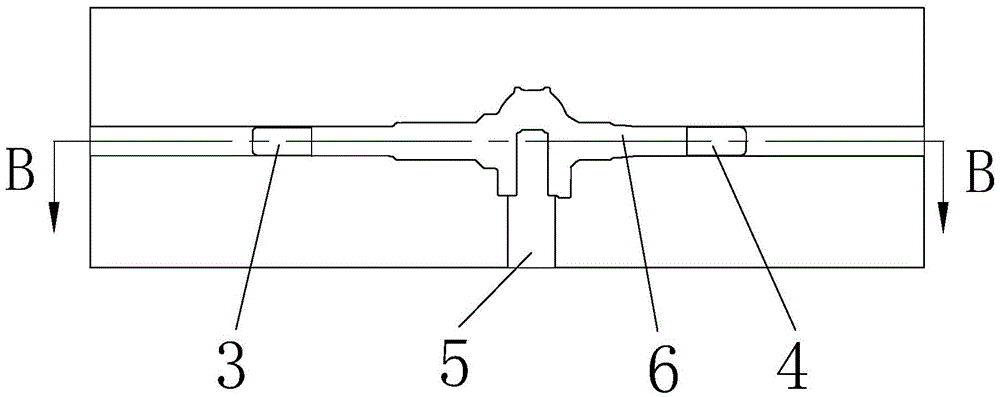
[0021] A closed-type extrusion forging process for a single-crank all-fiber crankshaft forging, comprising the following process steps:
[0022] Step (1) Intermediate frequency induction heating: heat the selected round billet to the initial forging temperature in an intermediate frequency induction heating furnace.
[0023] Step (2) Cross-wedge rolling billet: the heated round billet is rolled into a blank through the cross-wedge rolling die in the cross-wedge rolling mill, and the shaft parts at both ends are formed. The round billet is under the action of the forging cross-rolling die , radial compression, axial extension, realize the material volume distribution in the axial direction within one revolution of the mold. The above two steps are the same as the first two steps of the "method for forming a single crankshaft forging" with the patent number 20...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More