

A spar cap connection method for lengthening wind turbine blades
A technology of wind power generators and connection methods, which is applied to wind power generators, wind power generators consistent with the wind direction, wind power generation, etc., and can solve the problem of reducing the clearance between blades and towers, increasing the risk of blades hitting the tower, and stress concentration at the bonding interface To avoid the risk of beating the tower, optimize the stiffness distribution, and improve the effect of the bonding interface
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0045] Step 1: Prefabrication of the reserved area of the existing blade spar cap
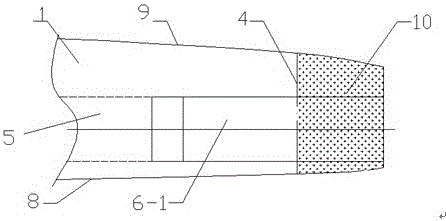
[0046] 1a. If figure 1 As shown, the identification of the cutting and grinding area of the existing blade, referring to the structure and process requirements of the lengthened wind power blade, identifies the lengthened connecting surface 4, the reserved area of the existing blade spar cap 6-1, and the grinding and bonding area of the blade tip shell 10;
[0047] 1b. For the grinding of the reserved area 6-1 of the existing blade spar cap, the grinding process shall be carried out with reference to the marking line of 1a. In the staggered transition zone of the blade spar cap 5, the single-layer staggered distance in the transition zone is greater than 100mm, the grinding width is the same as the width of the existing blade spar cap glass fiber layup, and the grinding thickness is the same as the existing spar cap glass fiber layup at the 4 extended joints thickness;
[0048] 1c. G...
Embodiment 2
[0065] Step 1: Prefabrication of the reserved area of the existing blade spar cap
[0066] 1a. Marking of the cutting and grinding area of the existing blades. Referring to the structure and process requirements of the lengthened wind power blades, mark the lengthened connecting surface 4, the reserved area of the beam cap of the existing blade 6-1, and the grinding and bonding area of the blade tip shell 10 ;
[0067] 1b. For the grinding of the reserved area 6-1 of the existing blade spar cap, the grinding process shall be carried out with reference to the marking line of 1a. In the staggered transition zone of the blade spar cap 5, the single-layer staggered distance in the transition zone is greater than 100mm, the grinding width is the same as the width of the existing blade spar cap glass fiber layup, and the grinding thickness is the same as the existing spar cap glass fiber layup at the 4 extended joints thickness;
[0068] 1c. Grinding of the bonding area 10...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More