

Nickelic and chrome welding permeating flux-cored wire and preparing method
A flux-cored welding wire and high-nickel technology, which is applied in welding equipment, welding medium, welding/cutting medium/material, etc., can solve the problems of low nickel content in high-chromium cast iron flux-cored welding wire, achieve small spatter, less production, The effect of less smoke
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
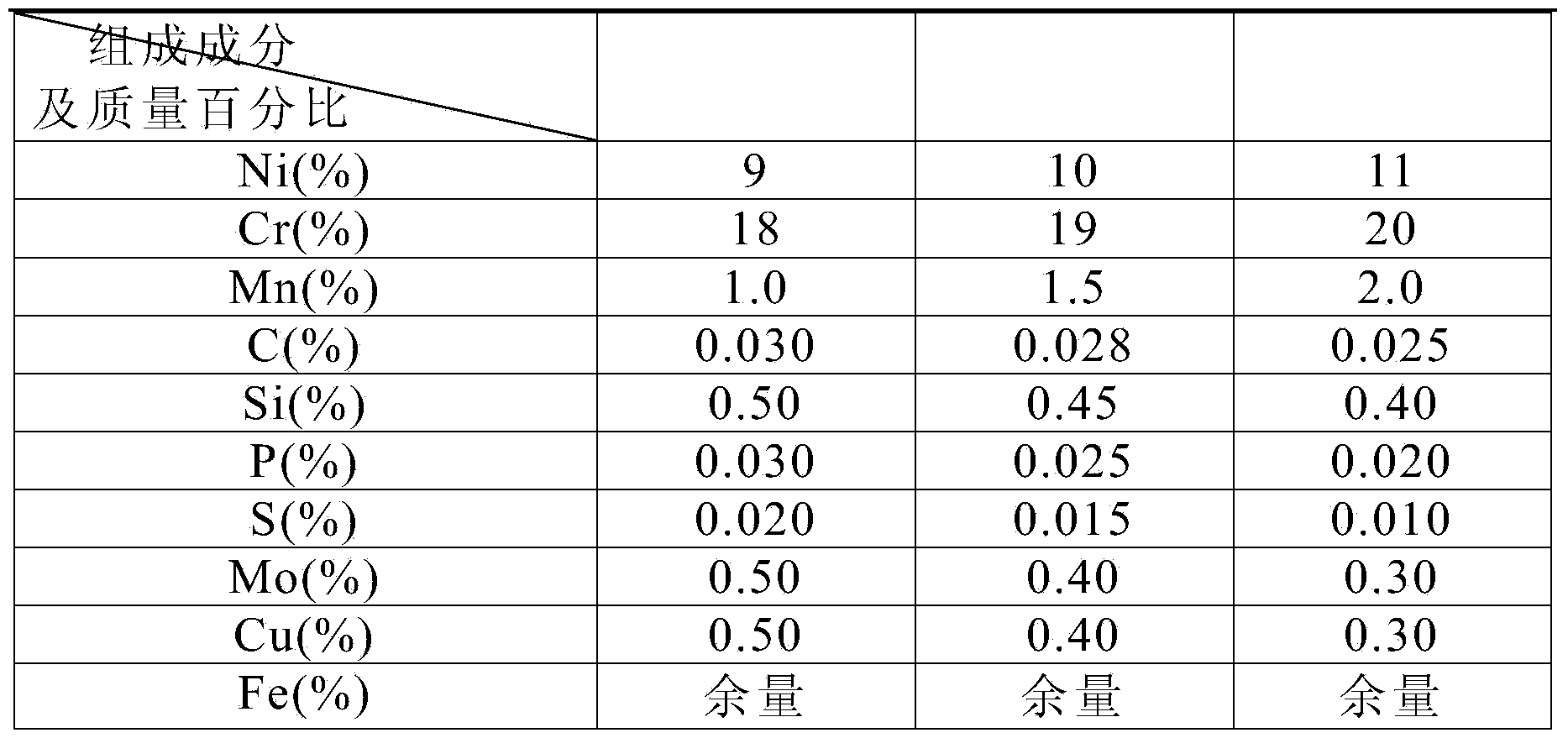
[0043] First, weigh the powder according to the powder and parts by weight of the drug core powder in Example 1 in Table 2, then bake the ore powder at 745°C, and bake the metal powder and alloy powder at 115°C, keep warm for 5 hours and then cool naturally . The treated powders were screened twice through a 100-mesh sieve, fully mixed, and prepared into drug core powder.
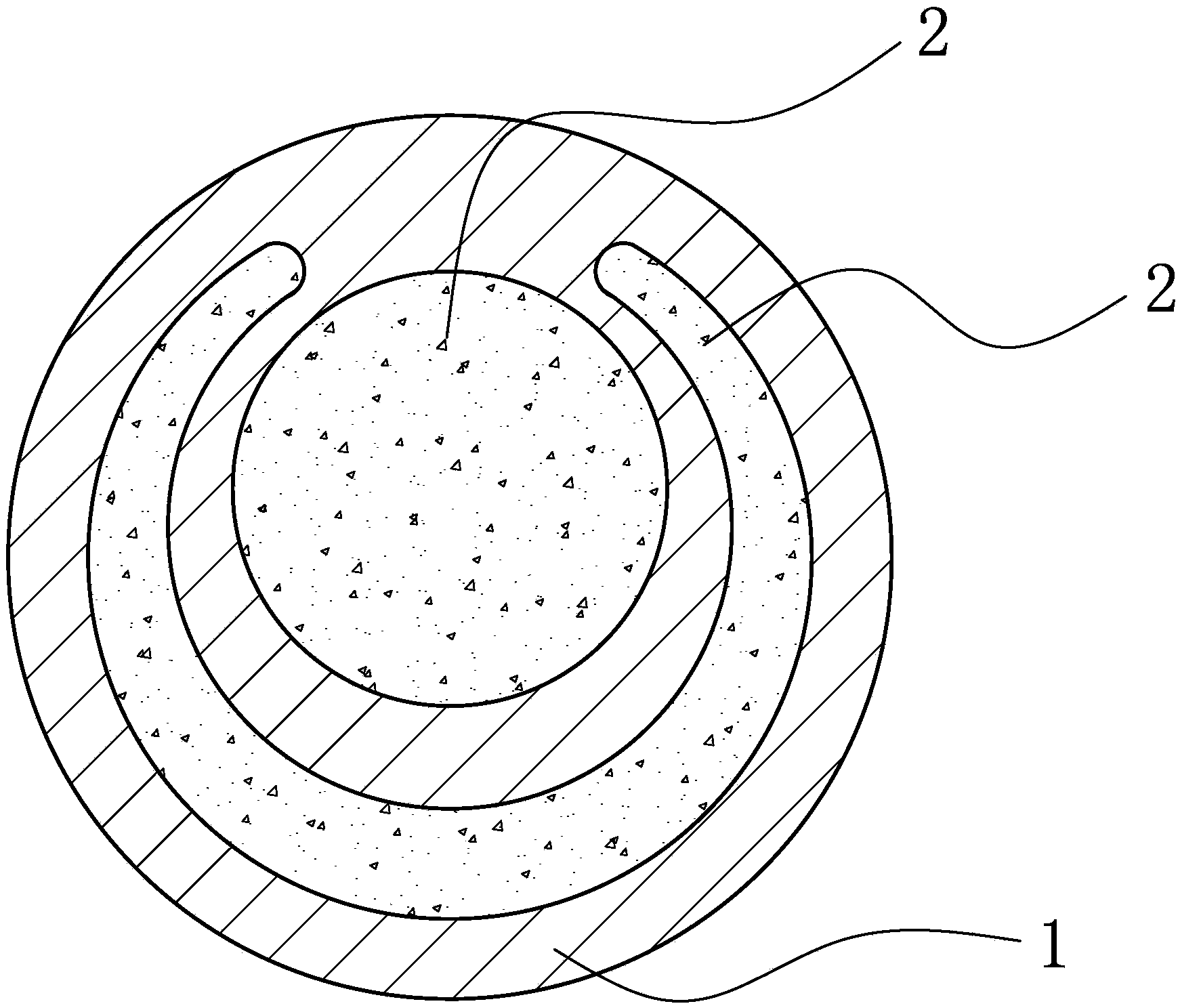
[0044] It is 0.40 ± 0.001mm to select nominal thickness according to the composition and mass percentage of embodiment 1 cold-rolled steel strip in table 1, and the cold-rolled steel strip that nominal width is 900mm is rolled into U-shaped groove structure for the first time, and to U-shaped groove Add the above-mentioned prepared core powder accounting for 8% of the total weight of the flux-cored wire, use a forming machine to close the U-shaped groove with the core powder and flatten it, and roll the cold-rolled steel strip into a U-shaped groove structure again, and again Add the above-prepared flux co...
Embodiment 2
[0046] First, weigh the powder according to the powder and parts by weight of the drug core powder in Example 2 in Table 2, then bake the ore powder at 750°C, and bake the metal powder and alloy powder at 120°C, keep warm for 6 hours and then cool naturally . The processed powders were screened twice through a 120-mesh sieve, fully mixed, and prepared into drug core powder.
[0047] Then, according to the composition and the mass percentage of embodiment 2 cold-rolled steel strip in table 1, it is 0.40 ± 0.001mm to choose nominal thickness, and the cold-rolled steel strip that nominal width is 950mm is rolled into U-shaped groove structure for the first time, and to U Add the above-mentioned prepared core powder accounting for 10% of the total weight of the flux-cored wire into the U-shaped groove, use a forming machine to close the U-shaped groove with the core powder and flatten it, and then roll the cold-rolled steel strip into a U-shaped groove structure. And add the abov...
Embodiment 3
[0049] First, weigh the powder according to the powder and parts by weight of the drug core powder in Example 3 in Table 2, then bake the ore powder at 755°C, and bake the metal powder and alloy powder at 125°C, keep warm for 7 hours and then cool naturally . And the treated raw material granules are screened once through a 140-mesh sieve, fully mixed, and prepared into drug core powder.
[0050] Then, according to the composition and mass percentage of embodiment 3 cold-rolled steel strip in table 1, it is 0.40 ± 0.001mm to choose nominal thickness, and the cold-rolled steel strip that nominal width is 1000mm is rolled into U-shaped groove structure for the first time, and to U-shaped Add the above-mentioned prepared core powder accounting for 10% of the total weight of the flux-cored wire into the U-shaped groove, use a forming machine to close the U-shaped groove with the core powder and flatten it, and then roll the cold-rolled steel strip into a U-shaped groove structure....
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size (mesh) | aaaaa | aaaaa |
| particle size (mesh) | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More