

High-carbon low-alloy wheel steel for locomotive of improving flexibility and wheel preparation method
A railway locomotive, low-alloy technology, applied in the direction of manufacturing tools, heat treatment equipment, furnaces, etc., can solve the problems of safety impact, high carbon content wheel steel, high strength, high toughness, etc. The effect of improving impact toughness and good overall performance matching
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] The molten steel whose chemical composition is shown in Example 1 in Table 1 is formed through converter steelmaking process, LF furnace refining process, VD vacuum treatment process, round billet continuous casting process, ingot cutting and rolling process, heat treatment process, processing, and finished product inspection process. The heat treatment process is as follows: first, austenitize at 855°C for 2.5 hours, and then spray water to cool the wheel tread, and at the same time, cover the surface of the wheel hub and web with a thickness of 20mm on one side. Protect the refractory asbestos, remove the refractory asbestos after cooling by spraying water, and reheat the wheel to 510°C for tempering treatment.
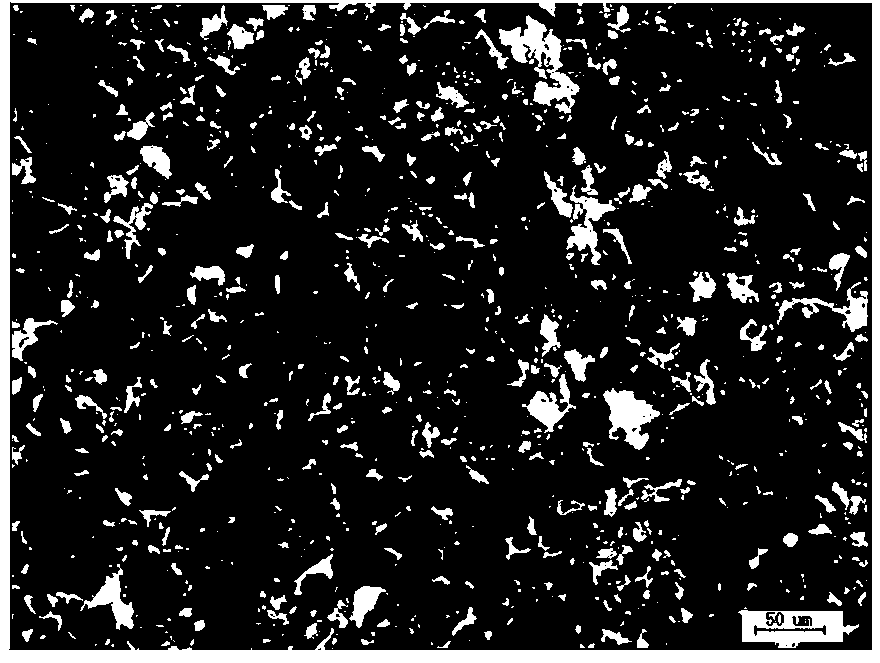
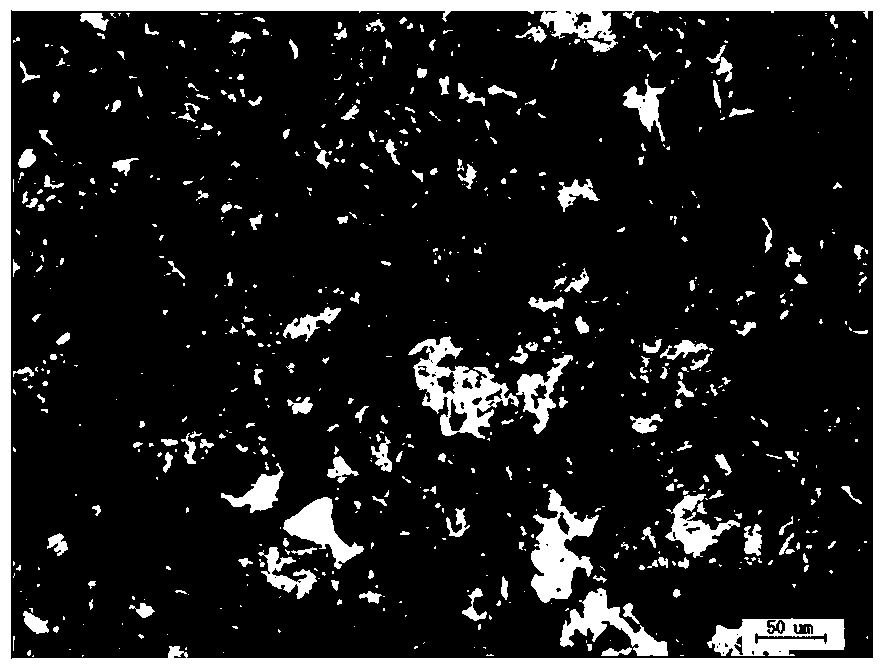
[0032] The metallographic structure of the wheel web plate prepared in this embodiment is compared with the comparative example wheel produced by the conventional process, as figure 1 and figure 2 As shown, although the microstructures are all fine pearlite...
Embodiment 2
[0035] The molten steel whose chemical composition is shown in Example 2 of Table 1 is formed through converter steelmaking process, LF furnace refining process, VD vacuum treatment process, round billet continuous casting process, ingot cutting and rolling process, heat treatment process, processing, and finished product inspection process. The heat treatment process is as follows: first, after austenitizing at 860° C. for 3 hours, the wheel tread is sprayed with water to cool it, and at the same time, the surface of the wheel hub and the web is covered with 20 mm thick Protect the refractory asbestos, remove the refractory asbestos after cooling by spraying water, and reheat the wheel to 515°C for tempering treatment.
[0036] Compared with the comparative wheel produced by the conventional process, the metallographic structure of the wheel spoke plate prepared in this example is fine pearlite + a small amount of ferrite, but the ferrite content is different. The element bod...
Embodiment 3
[0039]The molten steel whose chemical composition is shown in Example 3 in Table 1 is formed through converter steelmaking process, LF furnace refining process, VD vacuum treatment process, round billet continuous casting process, ingot cutting and rolling process, heat treatment process, processing, and finished product inspection process. The heat treatment process is as follows: first, austenitize at 865°C for 3.5 hours, then spray water to cool the wheel tread, and cover the surface of the wheel hub and web with a thickness of 20 mm on both sides during the water spray cooling. Protect the refractory asbestos, remove the refractory asbestos after cooling by spraying water, and reheat the wheel to 515°C for tempering treatment.
[0040] Compared with the comparative wheel produced by the conventional process, the metallographic structure of the wheel spoke plate prepared in this example is fine pearlite + a small amount of ferrite, but the ferrite content is different. The ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More