

Small-sized skid-mounted mixed refrigerant natural gas liquefaction and NGL (Natural Gas Liquid) recovery integrated system
A technology of mixing refrigerant and natural gas, applied in refrigeration and liquefaction, liquefaction, cold treatment separation, etc., can solve the problems of torch venting, distance from the gas supply pipe network, unreasonable economy, etc., and achieves low overall energy consumption and convenient equipment. , the effect of strong adaptability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
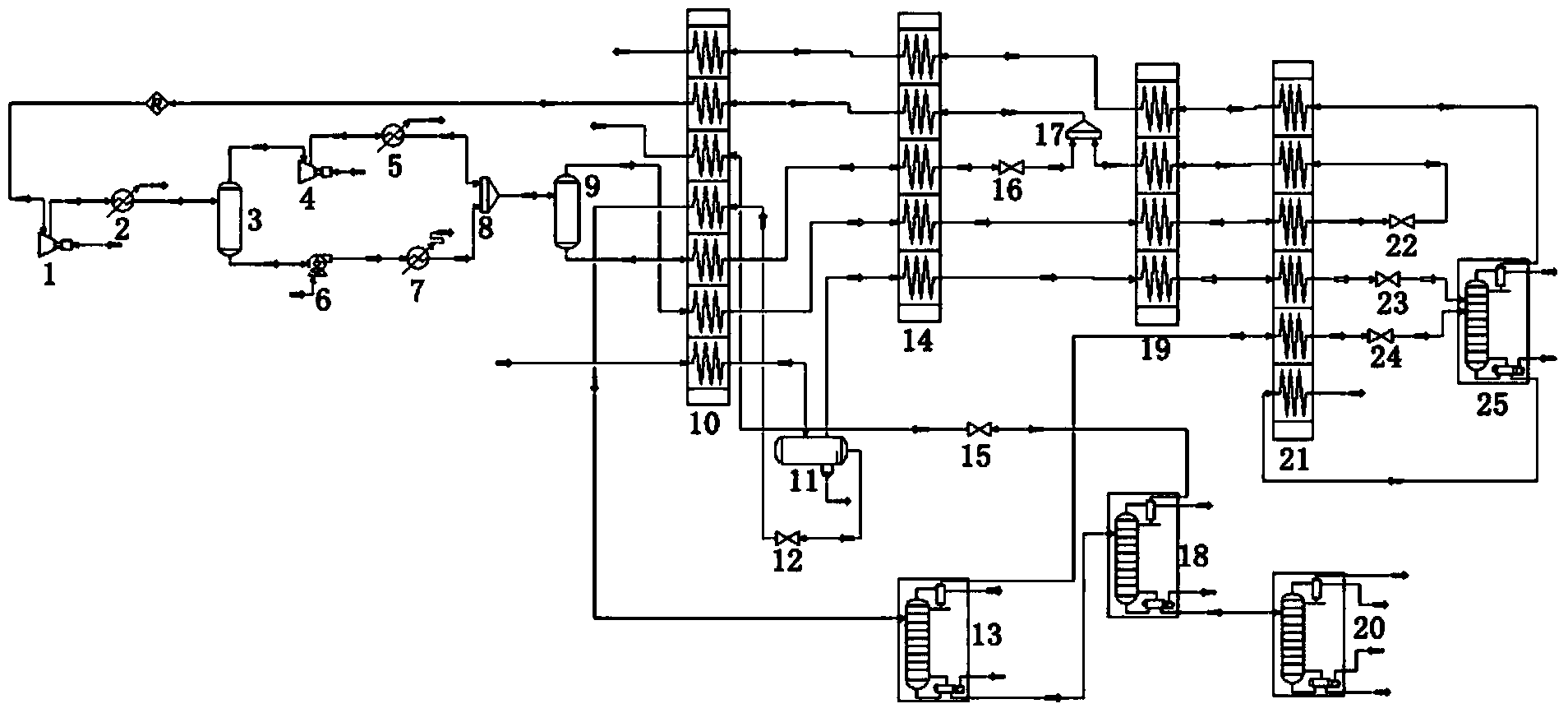
[0035] Natural gas molar composition 67.21% CH 4 +14.23%C 2 h 6 +9.36%C 3 h 8 +2.79% i-C 4 h 10 +3.32%n-C 4 h 10 +0.07% i-C 5 h 12 +0.06%n-C 5 h 12 +0.04C 6 h 14 +2.92%N 2 , pressure 5.04MPa, temperature 40℃, flow rate 83.92kmol / h, the specific steps of the integrated process of small skid-mounted mixed refrigerant natural gas liquefaction and NGL recovery are as follows:
[0036] 1. The raw natural gas enters the three-phase separator 11 after being cooled to -10°C in the first-stage heat exchanger 10, and the gas phase coming out of the top of the three-phase separator 11 continues to pass through the second-stage heat exchanger 14 and the third-stage heat exchanger 19 and liquefied after being cooled to -160°C in the fourth stage heat exchanger 21;
[0037] 2. The natural gas cooled and liquefied in step 1 enters the cryogenic rectification skid, and enters the cryogenic rectification tower 25 after being throttled to 450kPa by the natural gas throttling devi...
Embodiment 2
[0048] Natural gas molar composition 77.16% CH 4 +12.51%C 2 h 6 +4.42%C 3 h 8 +0.07% i-C 4 h 10 +0.09%n-C 4 h 10 +0.02% i-C 5 h 12 +0.02%n-C 5 h 12 +0.01C 6 h 14 +3.80%N 2 , pressure 5.00MPa, temperature 45°C, flow rate 90.82kmol / h, the specific steps of the integrated process of small skid-mounted mixed refrigerant natural gas liquefaction and NGL recovery are as follows:
[0049] 1. The raw natural gas is cooled to -20°C by the first-stage heat exchanger 10 and enters the three-phase separator 11, and the gas phase coming out of the top of the three-phase separator 11 continues to pass through the second-stage heat exchanger 14 and the third-stage heat exchanger 19 and liquefied after being cooled to -160°C in the fourth stage heat exchanger 21;
[0050] 2. The natural gas cooled and liquefied in step 1 enters the cryogenic rectification skid, and enters the cryogenic rectification tower 25 after being throttled to 450kPa by the natural gas throttling device 2...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More