

High-modulus and ultrahigh-impact polypropylene composite material and its preparation method
A composite material, polypropylene technology, applied in ultra-high impact polypropylene composite materials, polypropylene composite materials, high modulus field, can solve rigidity and heat resistance decline, poor impact resistance, low temperature toughness difficult to meet Requirements and other issues, to achieve the effect of reducing toughness loss, improving rigidity, and excellent low-temperature toughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
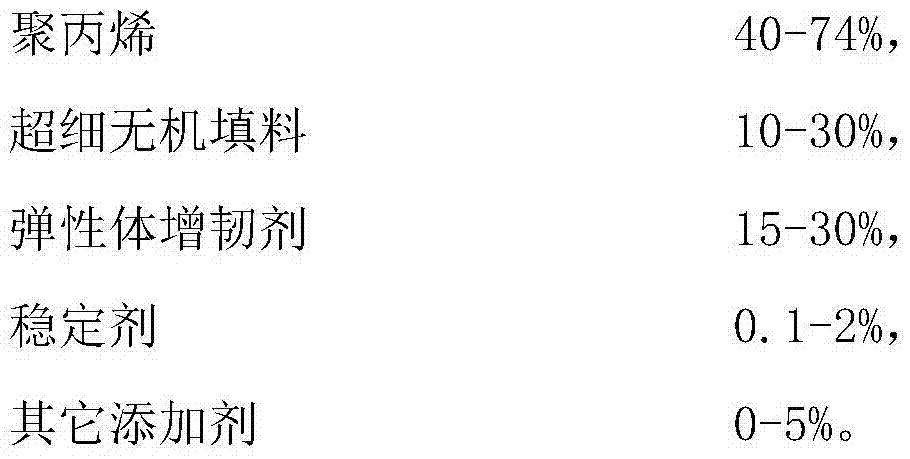
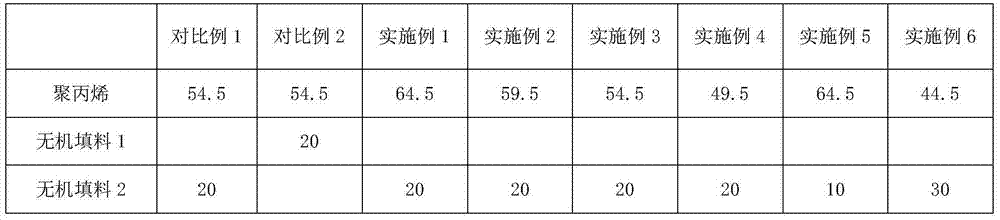
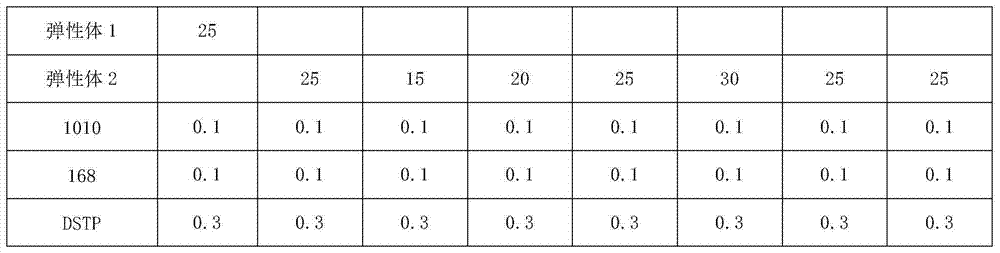
[0028] Weigh 64.5% of polypropylene by weight, 20% of inorganic filler 2, 15% of elastomer 2, 0.1% of Irganox1010, 0.1% of Igrafos168, and 0.3% of Negonox DSTP, and dry mix them in a high-speed mixer for 5 minutes. Then add it to the twin-screw extruder for melt extrusion and granulation. The temperature in the screw barrel is: 200°C in the first zone, 210°C in the second zone, 210°C in the third zone, 210°C in the fourth zone, 220°C in the head, twin-screw extrusion Machine speed is 400 rpm. After the particles are dried, they are injection molded on an injection molding machine to prepare samples.
Embodiment 2
[0030] Weigh 59.5% of polypropylene, 20% of inorganic filler 2, 20% of elastomer 2, 0.1% of Irganox1010, 0.1% of Igrafos168, and 0.3% of Negonox DSTP by weight, and dry mix them in a high-speed mixer for 5 minutes. Then add it to the twin-screw extruder for melt extrusion and granulation. The temperature in the screw barrel is: 200°C in the first zone, 210°C in the second zone, 210°C in the third zone, 210°C in the fourth zone, 220°C in the head, twin-screw extrusion Machine speed is 400 rpm. After the particles are dried, they are injection molded on an injection molding machine to prepare samples.
Embodiment 3
[0032] Weigh 54.5% of polypropylene, 20% of inorganic filler 2, 25% of elastomer 2, 0.1% of Irganox1010, 0.1% of Igrafos168, and 0.3% of Negonox DSTP by weight, and dry mix them in a high-speed mixer for 5 minutes. Then add it to the twin-screw extruder for melt extrusion and granulation. The temperature in the screw barrel is: 200°C in the first zone, 210°C in the second zone, 210°C in the third zone, 210°C in the fourth zone, 220°C in the head, twin-screw extrusion Machine speed is 400 rpm. After the particles are dried, they are injection molded on an injection molding machine to prepare samples.
PUM
| Property | Measurement | Unit |
|---|---|---|
| melt flow index | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More