

Rolling compounding method for aluminum/magnesium/titanium three-layer composite plate
A technology for rolling clad and clad plates, which is used in metal rolling, metal rolling, manufacturing tools, etc., and can solve the problems of poor resistance to high-speed impact damage of protective materials.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0030] Select aluminum alloy (AA6061), magnesium alloy (AZ31) and titanium alloy plates (TC4) with a thickness of 1mm, 2.2mm and 0.5mm, and the size specification is 500mm×350mm. Annealing pretreatments were performed before rolling (Al alloy AA6061, annealed at 450°C for 1h; magnesium alloy AZ31, annealed at 350°C for 0.5h; titanium alloy TC4 at 500°C for 1h).
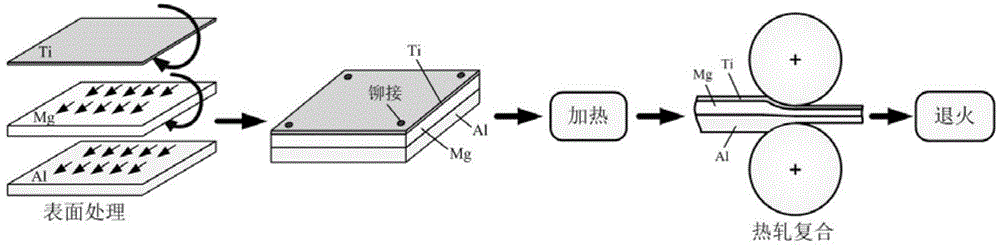
[0031] Use a stainless steel brush to polish the surface of the annealed plate, then rinse it with clean water and dry it.
[0032] The surface-treated slabs are stacked in the order of aluminum, magnesium, and titanium, and the ends are riveted and fixed.
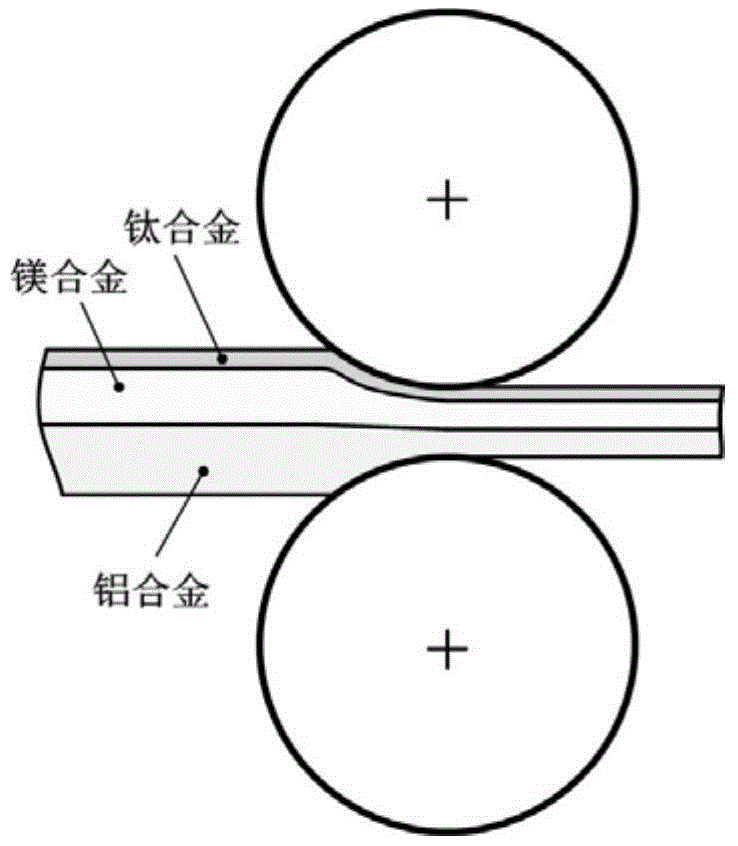
[0033] The thickness of the composite billet is about 3.6mm, put it into a heating furnace and heat it for 10 minutes at a heating temperature of 350°C, then take it out for hot rolling and compounding, and the reduction is about 30%.
[0034] Rolling deformation zone and aluminum / magnesium / titanium three-layer composite plate structure such as image 3 shown. ...
Embodiment 2
[0038] Select aluminum alloy (AA5052), magnesium alloy (AZ61) and titanium alloy plate (TA2) with a thickness of 1.3mm, 1mm and 0.25mm, and the size specification is 400mm×300mm. Annealing pretreatment was carried out before rolling (aluminum alloy AA5052, annealed at 450°C for 1h; magnesium alloy AZ61, annealed at 350°C for 0.5h).
[0039] Use a stainless steel brush to polish the surface of the annealed plate, then rinse it with clean water and dry it.
[0040] The surface-treated slabs are stacked in the order of aluminum, magnesium, and titanium, and the ends are riveted and fixed.
[0041] The thickness of the composite billet is about 2.5mm, put it into a heating furnace and heat it for 10 minutes at a heating temperature of 400°C, then take it out for hot rolling and compounding, and the reduction is about 40%.
[0042] Rolling deformation zone and aluminum / magnesium / titanium three-layer composite plate structure such as image 3 shown. Annealing treatment is carried...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More