

Thin ring part heat treatment fixture and processing method of thin spring steel tooth blade
A technology of ring parts and fixtures, applied in heat treatment furnaces, heat treatment equipment, manufacturing tools, etc., can solve problems such as affecting the production schedule and cost of products, difficult to guarantee flatness, low production efficiency, etc., to improve the first pass rate, The effect of avoiding repairing or scrapping and improving processing efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0043] It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention.
[0044] It should be noted that, in the description of the present invention, the terms "horizontal", "vertical", "upper", "lower", "front", "rear", "left", "right", "vertical", The orientation or positional relationship indicated by "horizontal", "top", "bottom", "inner", "outer", etc. is based on the orientation or positional relationship shown in the drawings, and is only for the convenience of describing the present invention and simplifying the description, and It is not to indicate or imply that the device or element referred to must have a particular orientation, be constructed in a particular orientation, or operate in a particular orientation, and thus should not be construed as limiting the invention.
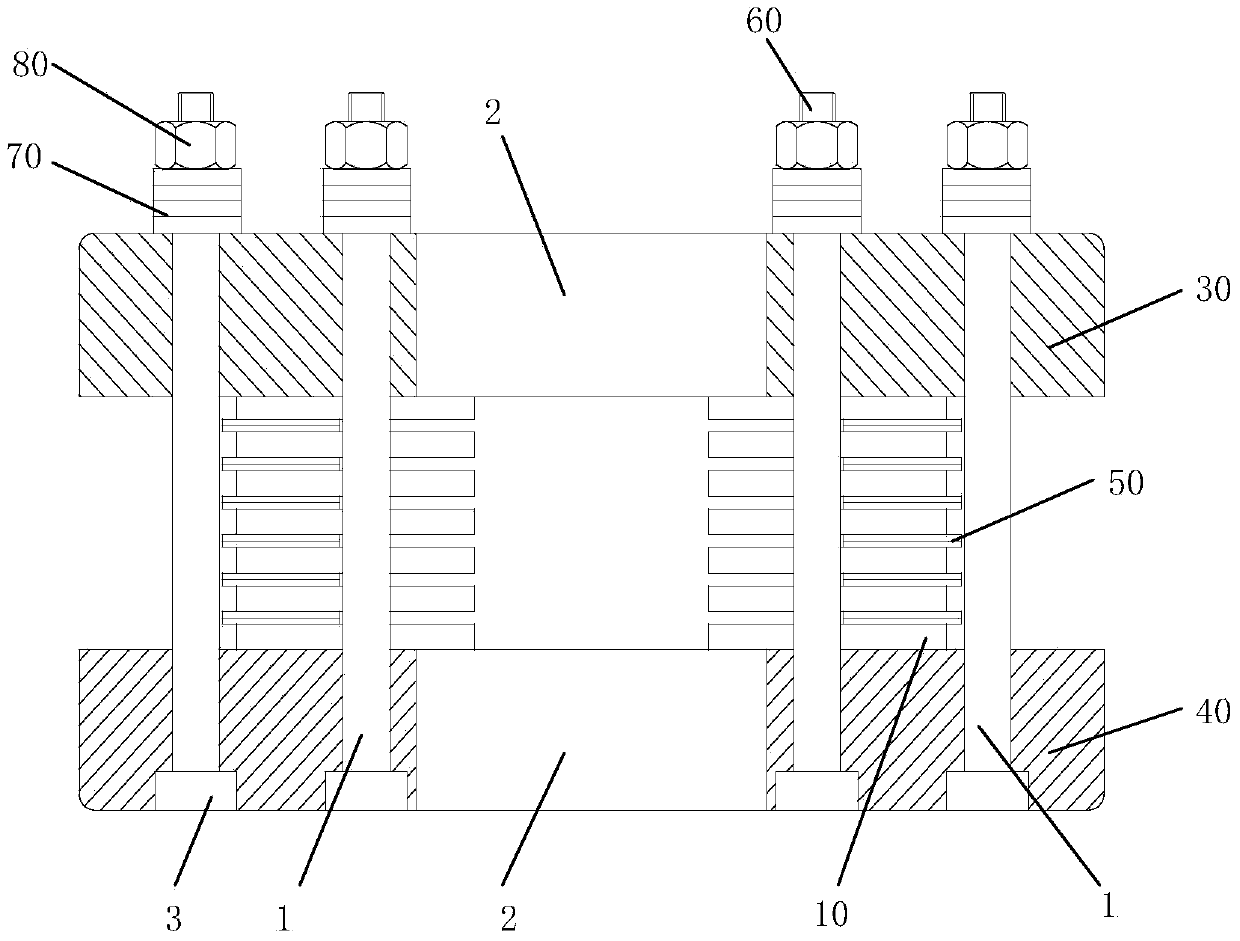
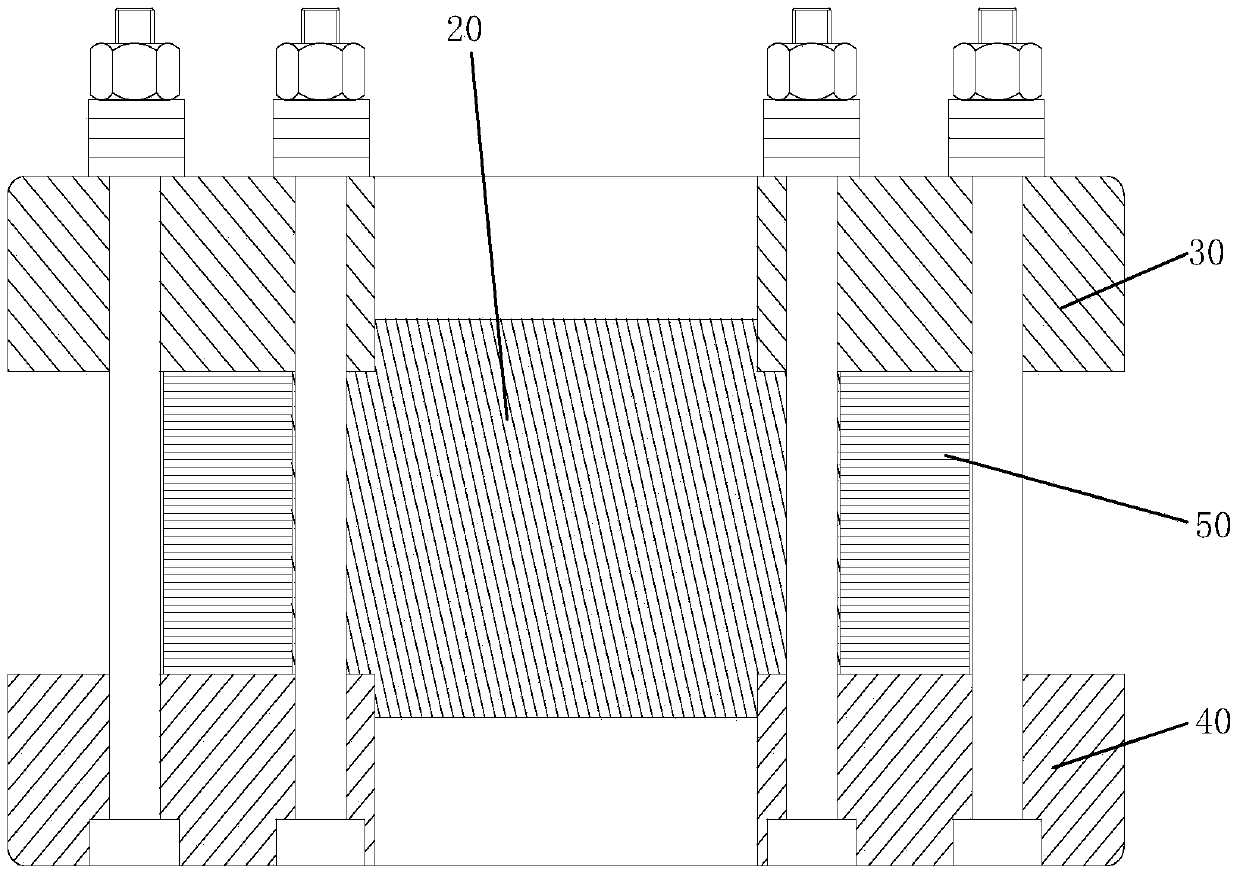
[0045] refer to figure 1 with figure 2 , figure 1 It is a structural schematic diagram of a preferred e...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More