

Thermal conductive polyurethane synthetic leather production method
A production method and technology of synthetic leather, applied in the direction of textiles and papermaking, can solve the problems affecting the range of use of polyurethane synthetic leather, poor thermal conductivity, etc., and achieve good heat transfer and thermal conductivity, good wear resistance, and good drape.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0042] (a) Select viscose-cotton blended plain weave as the base fabric;
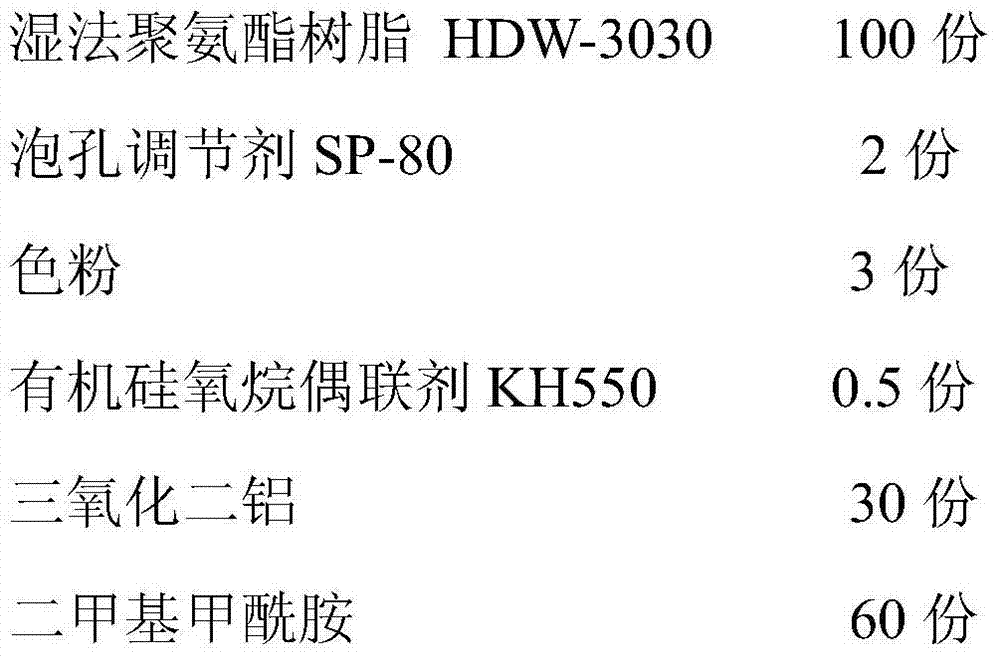
[0043] (b) coating wet-process polyurethane slurry on the base cloth, the coating slurry is prepared according to the following mass ratio:
[0044]
[0045] Put the material into the stirring tank, stir with a high-speed disperser for 30 minutes, centrifuge and defoam for 3 minutes, and then scrape 0.8mm;
[0046] (c) Solidification: DMF concentration 20%, temperature 25°C, time 3min;
[0047] (d) Water washing: temperature 60°C, pressure 2kg, time 10min;
[0048](e) Expansion drying: the width is 138cm~145cm, the temperature is 80~130℃, and the time is 3min;
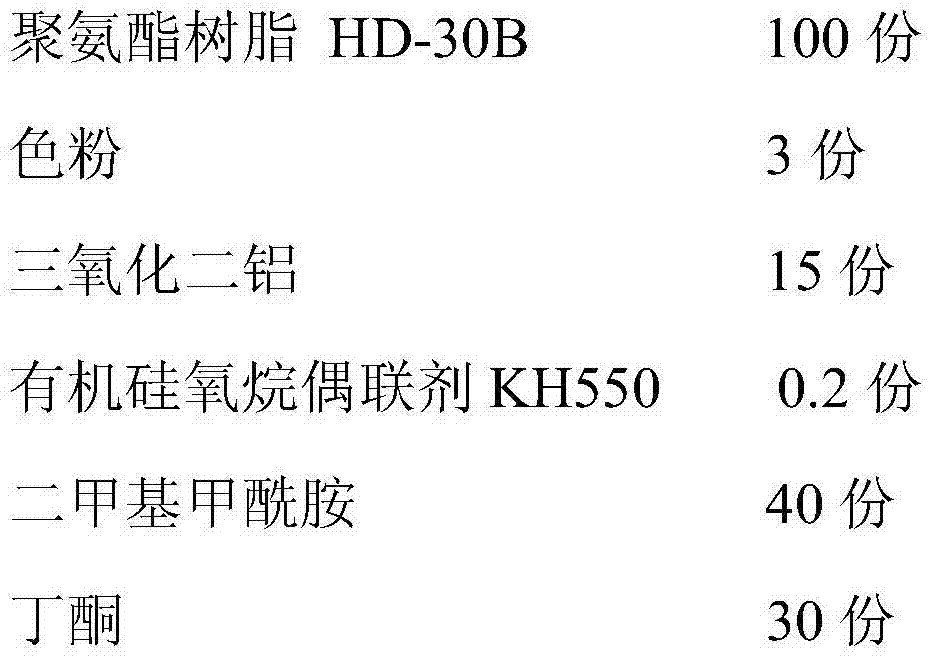
[0049] (f) Dry veneer: The polyurethane surface layer is prepared according to the following mass ratio:
[0050]
[0051] Put the material into the stirring tank, stir with a high-speed disperser for 30 minutes, centrifuge and defoam for 3 minutes, and then scrape 0.2mm;
[0052] (g) Surface finishing: roller coating of water-based po...
Embodiment 2
[0054] (a) Choose nylon plain weave as the base fabric;
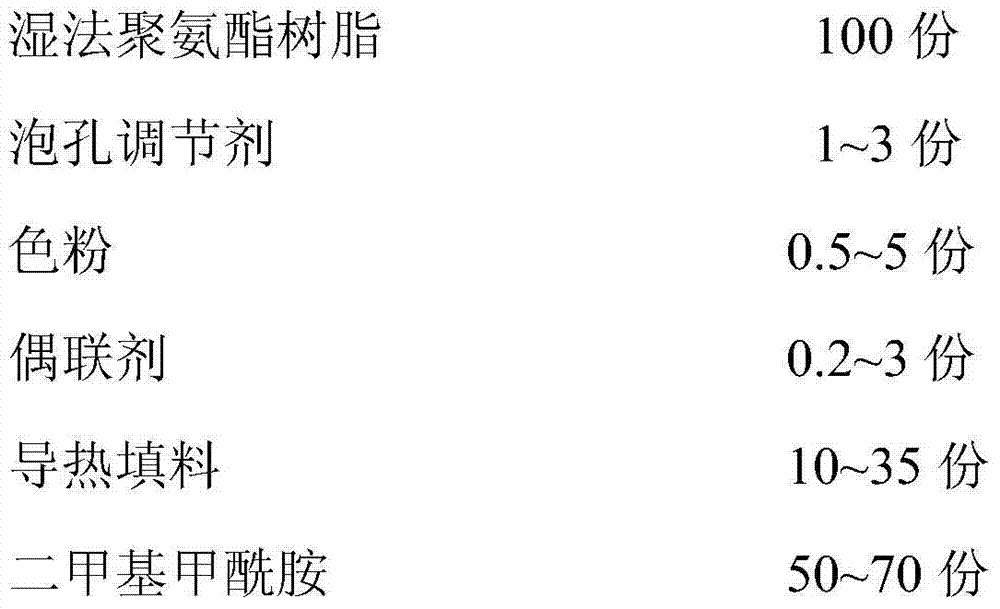
[0055] (b) coating wet-process polyurethane slurry on the base cloth, the coating slurry is prepared according to the following mass ratio:
[0056]
[0057] Put the material into the stirring tank, stir with a high-speed disperser for 30 minutes, centrifuge and defoam for 3 minutes, and then scrape 0.8mm;
[0058] (c) Solidification: DMF concentration 20%, temperature 25°C, time 3min;
[0059] (d) Water washing: temperature 60°C, pressure 2kg, time 10min;
[0060] (e) Expansion drying: the width is 138cm~145cm, the temperature is 80~130℃, and the time is 3min;
[0061] (f) Dry veneer: The polyurethane surface layer is prepared according to the following mass ratio:
[0062]
[0063] Put the material into the stirring tank, stir with a high-speed disperser for 30 minutes, centrifuge and defoam for 3 minutes, and then scrape 0.2mm;
[0064] (g) Surface finishing: roller coating of water-based polyurethane surfa...
Embodiment 3
[0066] (a) Choose nylon plain weave as the base fabric;
[0067] (b) coating wet-process polyurethane slurry on the base cloth, the coating slurry is prepared according to the following mass ratio:
[0068]
[0069] Put the material into the stirring tank, stir with a high-speed disperser for 30 minutes, centrifuge and defoam for 3 minutes, and then scrape 0.8mm;
[0070] (c) Solidification: DMF concentration 22%, temperature 25°C, time 3min;
[0071] (d) Water washing: temperature 60°C, pressure 2kg, time 10min;
[0072] (e) Expansion drying: the width is 138cm~145cm, the temperature is 80~130℃, and the time is 3min;
[0073] (f) Dry veneer: The polyurethane surface layer is prepared according to the following mass ratio:
[0074]
[0075] Put the material into the stirring tank, stir with a high-speed disperser for 30 minutes, centrifuge and defoam for 3 minutes, and then scrape 0.2mm;
[0076] (g) Surface finishing: roller coating of water-based polyurethane surfa...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thermal conductivity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More