

Cantilever and radials type titanium alloy casing deformation control method and device
A technology of welding deformation and control method, applied in the field of machining, can solve the problems of low machining accuracy of parts, and achieve the effect of reducing cost
Image

Examples
Embodiment 1
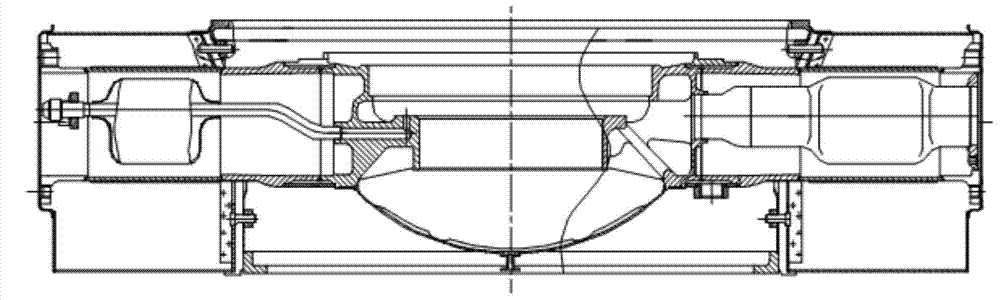
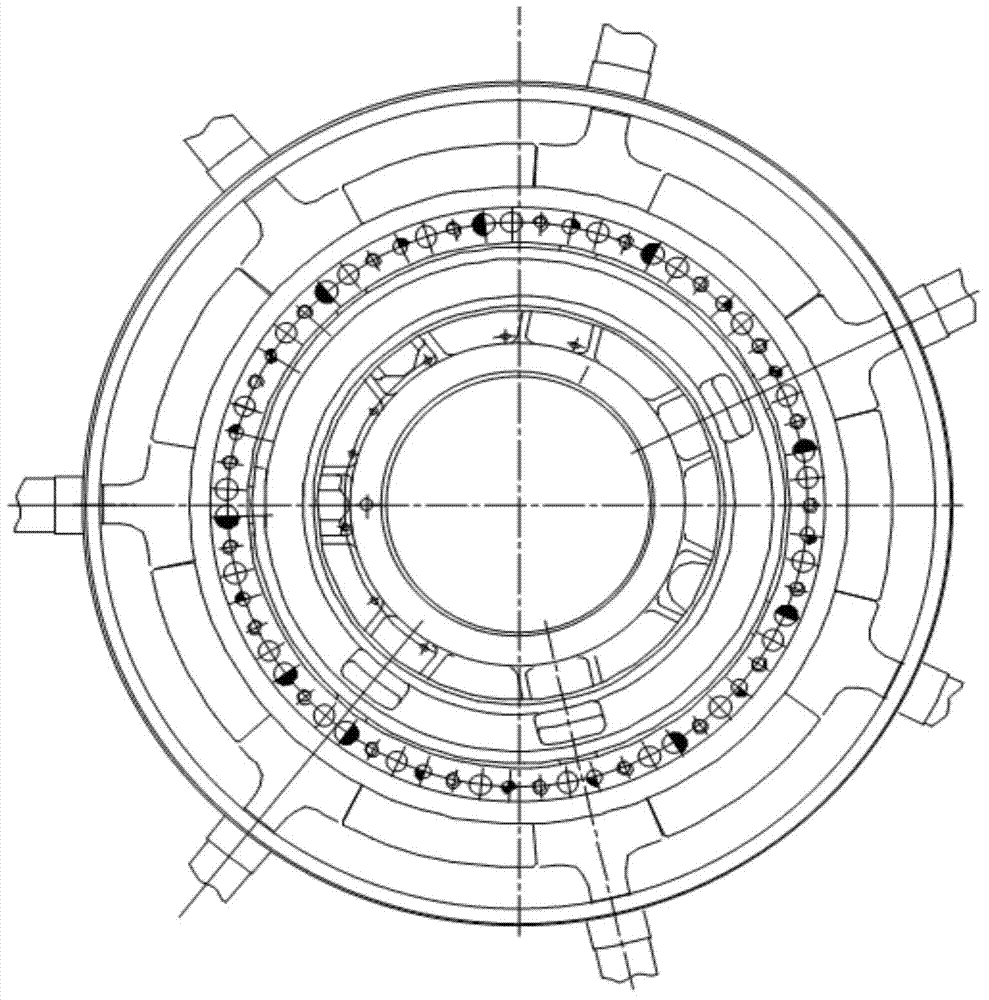
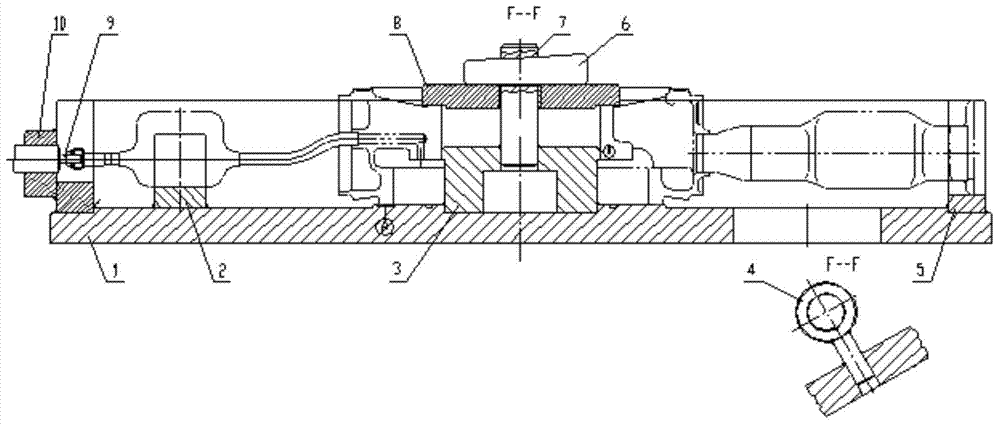
[0023] This embodiment provides a method for controlling the welding deformation of a cantilever and radial plate type titanium alloy casing, which is characterized in that: the method for controlling the welding deformation of a cantilever and radial plate type titanium alloy casing is adopted from the inside to the outside, from the middle to both sides 2. The overall welding sequence from the inner layer to the outer layer. In order to eliminate the welding stress, stress relief heat treatment is arranged after welding. Due to the number of layers and welding parts of the parts, the stress during the welding process is relatively large. After the inner layer is welded, the intermediate The purpose of heat treatment is to correct the precise thermal shape correction, remove the welding stress in the early stage, and avoid the stress release at the final heat treatment. The heat treatment fixture is as follows: image 3 , 4 As shown, the accumulation of welding deformation in...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
- IPC
- B23K31/00; B23K37/04; B25B11/00; B23K9/16
- CPC
- B23K31/003
- Inventors
- 刘晓娟; 邵天巍