

Method for controlling deformation generated when connection pipe is welded to large-diameter thin-wall barrel
A thin-walled cylinder, welding deformation technology, used in welding equipment, auxiliary welding equipment, welding/cutting auxiliary equipment, etc. Small welding deformation, the effect of solving the collapse
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
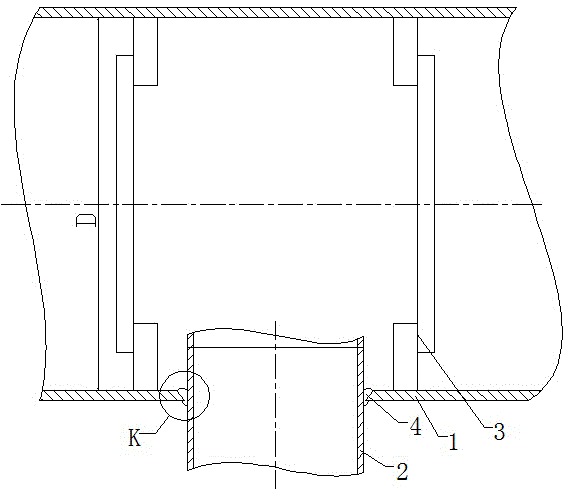
[0026] A connecting pipe with a diameter of 1000mm is to be welded on a pre-rectification column, the material of the cylinder is Q345R, the diameter is φ3000mm, and the wall thickness is 14mm.
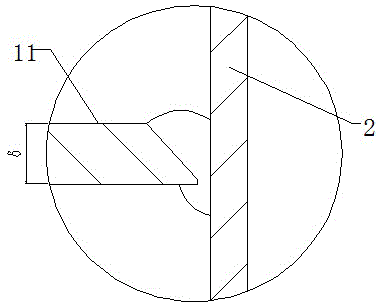
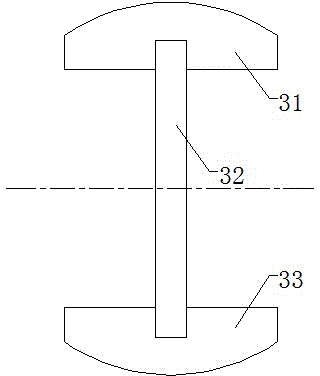
[0027] like figure 1 , figure 2 , image 3 , Figure 4 and Figure 5 As shown, the connecting groove 2 is opened on the cylinder body 1, the connecting groove 4 adopts the inner groove, and the internal support 3 is added inside the cylinder body 1, and the form of the internal support 3 is as follows image 3 , Figure 4 As shown, an inner support 3 is installed on the cylinder body 1 on both sides of the connecting pipe 2. After the connecting pipe 2 is adjusted in place, it is connected with the cylinder body 1 by spot welding, and then the connecting pipe 2 is turned to the bottom of the cylinder body 1.
[0028] like Figure 5 As shown, the entire circular weld 5 is divided into eight arc-shaped segmented welds, namely A1 segment, A2 segment...A8 segment, and each segmente...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More