

Abrasion resistant steel and low-carbon steel dissimilar metal consumable electrode gas shielded welding technology
A technology of melting electrode gas and welding process, which is applied in the direction of metal processing equipment, welding equipment, welding/welding/cutting items, etc., to achieve the effect of ensuring normal production, reducing production costs, and welds without cracks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
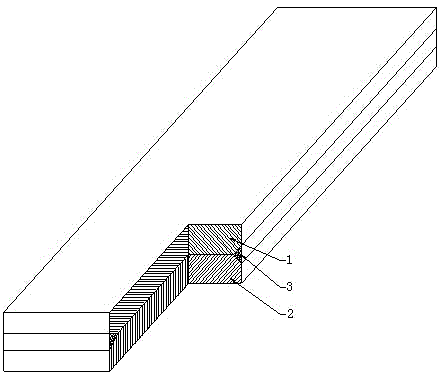
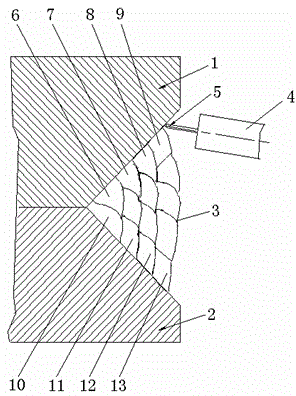
[0048] A welding process of wear-resistant steel and low-carbon steel dissimilar metal gas metal arc welding, comprising the following steps:
[0049] Step (1), choose dry, oil-free, rust-free ordinary carbon steel welding wire as the welding wire, and the welding wire should be dry, oil-free and rust-free before use and in the welding area to achieve the effect of hydrogen elimination treatment. For CHW-50C6, the diameter is 1.2mm;
[0050] Step (2), the wiring method during welding is direct current connection, which can heat the weldment; when the welding voltage is 20V, the welding current is 160A, the welding speed is 0.2m / min, the groove depth is 10mm, and the groove angle 90°, CO 2 The gas flow rate is 5L / min, and the interlayer temperature is 40°C, and the above wear-resistant steel and low carbon steel grooves are fully welded;
[0051] Step (3), during the first welding, perform the first welding 10 from the low-carbon steel 2 side, after the welding is completed, ...
Embodiment 2
[0058] A welding process of wear-resistant steel and low-carbon steel dissimilar metal gas metal arc welding, comprising the following steps:
[0059] Step (1), choose dry, oil-free, rust-free ordinary carbon steel welding wire as the welding wire, and the welding wire should be dry, oil-free and rust-free before use and in the welding area to achieve the effect of hydrogen elimination treatment. For CHW-50C6, the diameter is 1.2mm;
[0060] Step (2), the wiring method during welding is direct current connection, which can heat the weldment; when the welding voltage is 40V, the welding current is 300A, the welding speed is 1.5m / min, the groove depth is 15mm, and the groove angle 110°, CO 2 Under the conditions of gas flow rate of 18L / min and interlayer temperature of 120°C, full welding is carried out on the above wear-resistant steel and low carbon steel grooves;
[0061] Step (3), during the first welding, perform the first welding 10 from the low-carbon steel 2 side, afte...
Embodiment 3
[0068] A welding process of wear-resistant steel and low-carbon steel dissimilar metal gas metal arc welding, comprising the following steps:
[0069] Step (1), choose dry, oil-free, rust-free ordinary carbon steel welding wire as the welding wire, and the welding wire should be dry, oil-free and rust-free before use and in the welding area to achieve the effect of hydrogen elimination treatment. For CHW-50C6, the diameter is 1.2mm;
[0070] Step (2), the wiring method during welding is direct current connection, which can heat the weldment; when the welding voltage is 30V, the welding current is 230A, the welding speed is 1m / min, the groove depth is greater than or equal to 10mm, and the groove angle 140°, CO 2 Under the condition of gas flow rate of 10L / min and interlayer temperature of 80°C, full welding is carried out on the above wear-resistant steel and low carbon steel grooves;
[0071] Step (3), during the first welding, perform the first welding 10 from the low-carb...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More