

Forging method for high-temperature alloy GH3617M forged pieces
A GH3617M, superalloy technology, applied in the field of forging, can solve the problems of unfavorable forging forming, overall deformation, excessive grain size, etc., and achieve the effect of improving the high temperature lasting strength, preventing excessive energy and meeting the requirements of use.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
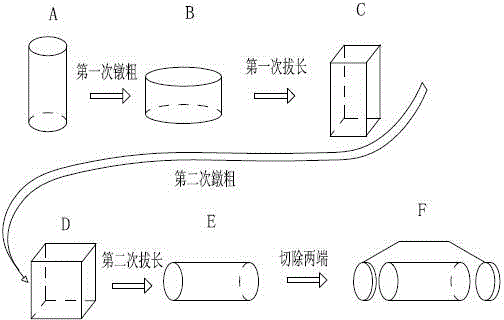
[0023] Such as figure 1 As shown, the first step: the first heating stage: select an ingot with a temperature not higher than 300 °C and a weight of 2000 kg, put it into the heating furnace, raise the temperature to 850 °C according to the power, and keep it for 6 hours.
[0024] The second step: the second heating stage: put the ingot with a temperature of 850°C obtained in the first step into the heating furnace again, raise the temperature to 1180°C according to the power, and keep it for 2 hours.
[0025] The third step: the first forging: erect the ingot obtained in the second step with a temperature of 1180°C and a size of Φ500*1220mm (diameter*height) and perform the first upsetting to Φ660*700 (diameter*height) , in such as figure 1 As shown in the schematic diagrams of A and B in , then the ingot after the first upset is drawn for the first time (such as figure 1 As shown in the picture in C) and chamfered to 450*1170 (length, width*height).
[0026] The fourth ste...
PUM
| Property | Measurement | Unit |
|---|---|---|
| elongation | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More