

Control method for preventing telescopic discharged hot-rolled pipeline steel coils
A steel unloading tower and control method technology, applied in the field of metallurgy, can solve the problems of the appropriate height of the unloading trolley and the inability to completely ensure the expansion and contraction of the mandrel, and achieve the appropriate height of the contact coil, reasonable diameter, and reduce the shape of the unloading tower. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
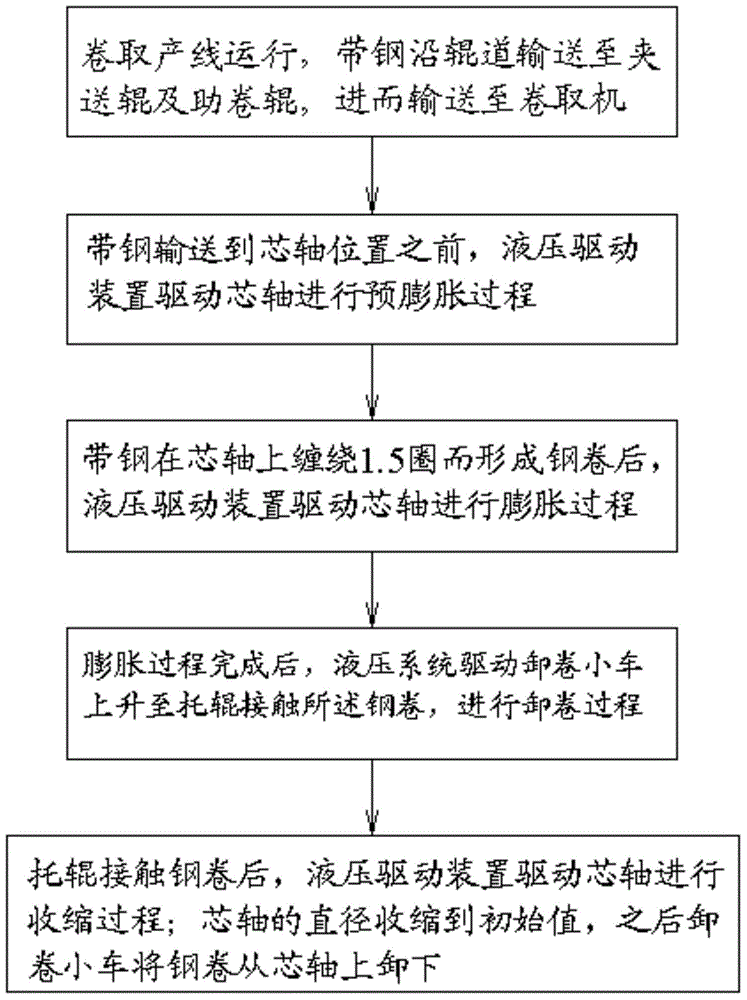
[0047] S1: The coiling production line is in operation, and the strip is conveyed along the roller table to the pinch roller and the auxiliary coiling roller, and then conveyed to the coiler.
[0048] S2: Before the steel strip is conveyed to the position of the mandrel, the hydraulic drive device drives the mandrel to perform the pre-expansion process; the control system controls the opening range of the expansion-contraction proportional valve to 97%; the control system controls the pressure value of the expansion-contraction hydraulic pressure relief valve The range is 115bar; the control system sets the number of winding turns of the strip on the mandrel as 1.5 turns; the diameter of the mandrel expands from the initial value to the pre-expansion value during the pre-expansion process, the initial value is 724mm, and the range of the pre-expansion value is 745mm .
[0049] S3: After the steel strip is wound on the mandrel for 1.5 turns to form a steel coil, the hydraulic d...
Embodiment 2
[0053] S1: The coiling production line is in operation, and the strip is conveyed along the roller table to the pinch roller and the auxiliary coiling roller, and then conveyed to the coiler.
[0054] S2: Before the steel strip is conveyed to the position of the mandrel, the hydraulic drive device drives the mandrel to carry out the pre-expansion process; the control system controls the opening range of the expansion-contraction proportional valve to 98%; the control system controls the pressure value of the expansion-contraction hydraulic pressure relief valve The range is 120bar; the control system sets the number of winding turns of the strip on the mandrel as 1.5 turns; the diameter of the mandrel expands from the initial value to the pre-expansion value during the pre-expansion process, the initial value is 724mm, and the range of the pre-expansion value is 748mm .
[0055] S3: After the steel strip is wound on the mandrel for 1.5 turns to form a steel coil, the hydraulic...
Embodiment 3
[0059] S1: The coiling production line is in operation, and the strip is conveyed along the roller table to the pinch roller and the auxiliary coiling roller, and then conveyed to the coiler.
[0060] S2: Before the steel strip is conveyed to the position of the mandrel, the hydraulic drive device drives the mandrel to perform the pre-expansion process; the control system controls the opening range of the expansion-contraction proportional valve to 99%; the control system controls the pressure value of the expansion-contraction hydraulic pressure relief valve The range is 125bar; the control system sets the number of winding turns of the strip on the mandrel as 1.5 turns; the diameter of the mandrel expands from the initial value to the pre-expansion value during the pre-expansion process, the initial value is 724mm, and the range of the pre-expansion value is 750mm .
[0061] S3: After the steel strip is wound on the mandrel for 1.5 turns to form a steel coil, the hydraulic d...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More