

Method for producing 380MPa-grade wheel steel
A production method and 380mpa technology, applied in the field of materials, can solve the problems of low bending fatigue life, fatigue failure, and poor resistance to alternating stress of benches, and achieve the effects of low cost, improved welding performance, and reduced brittle transition temperature.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0015] The mass percentage of the chemical composition of the billet is: C: 0.07%, Si: 0.02%, Mn: 0.90%, P: 0.014%, S: 0.006%, Ti: 0.020%, Als: 0.030%, the rest is Fe and unavoidable Impurities.
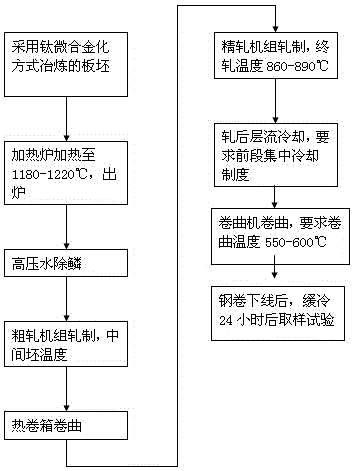
[0016] Put the above billet into the heating furnace for heating. The slab is required to be hot loaded into the furnace, and it is required to be fully heated before ≤1000°C. It is required to be heated rapidly in the heating section and soaking section to reach the specified furnace temperature of the slab to prevent austenite crystallization. The grain size grows, the steel slab reaches 1200 °C, and the heating time is 140 minutes. After heating, the slab is descaled by high-pressure water and then rough and finish rolling. The billet thickness is 45mm, the coiling temperature of the hot coil box is 1000 °C, the finishing rolling is rolled by 7 rolling mills, the final rolling temperature is 890 °C, the laminar cooling rate is 27 °C / s, the coiling temperature is 600 °C, and the ex...
Embodiment 2
[0018] The mass percentage of the chemical composition of the billet is: C: 0.08%, Si: 0.04%, Mn: 0.92%, P: 0.011%, S: 0.002%, Ti: 0.024%, Als: 0.032%, the rest is Fe and unavoidable Impurities.
[0019] Put the above billet into the heating furnace for heating. The slab is required to be hot loaded into the furnace, and it is required to be fully heated before ≤1000°C. It is required to be heated rapidly in the heating section and soaking section to reach the specified furnace temperature of the slab to prevent austenite crystallization. The grain size grows, the steel billet reaches 1200 ° C, and the heating time is 200 minutes; after heating, the slab is descaled by high-pressure water and then rough and finish rolling. The billet thickness is 45mm, the coiling temperature of the hot coil box is 1020°C, the finishing rolling is rolled by 7 rolling mills, the final rolling temperature is 870°C, the laminar cooling rate is 29°C / s, the coiling temperature is 550°C, and the exp...
Embodiment 3
[0021] The mass percentage of the chemical composition of the billet is: C: 0.06%, Si: 0.05%, Mn: 0.80%, P: 0.010%, S: 0.005%, Ti: 0.010%, Als: 0.050%, the rest is Fe and unavoidable Impurities.
[0022] Put the above billet into the heating furnace for heating. The slab is required to be hot loaded into the furnace, and it is required to be fully heated before ≤1000°C. It is required to be heated rapidly in the heating section and soaking section to reach the specified furnace temperature of the slab to prevent austenite crystallization. The grain size grows, the steel slab reaches 1180 °C, and the heating time is 180 minutes. After heating, the slab is descaled by high-pressure water and then rough and finish rolling. The rough rolling is rolled in 5 passes. The thickness of the billet is 32mm, the coiling temperature of the hot coil box is 980°C, the finishing rolling is rolled by 7 rolling mills, the final rolling temperature is 890°C, the laminar cooling rate is 30°C / s, t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Yield strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More