

Flow control method for rolling temperature of hot rolled steel strip
A coiling temperature and flow control technology, applied in temperature control, mass flow control devices, metal rolling, etc., can solve problems such as unstable coiling temperature index control, to ensure coiling temperature and uniformity, and improve product quality. Performance, satisfying the effect of large flow and fast cooling
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
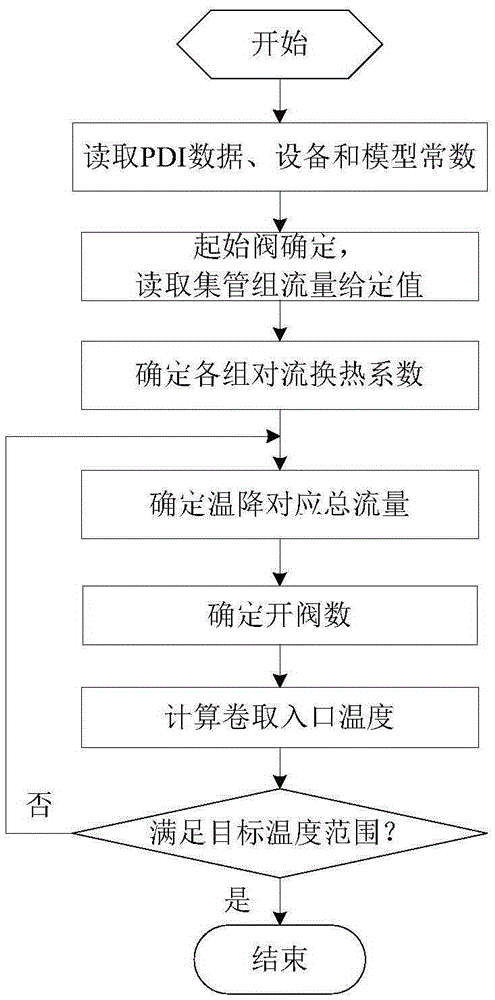
[0041] The present invention takes a medium and wide band 950 hot rolling production line as an example, and combines figure 2 Explain as follows:
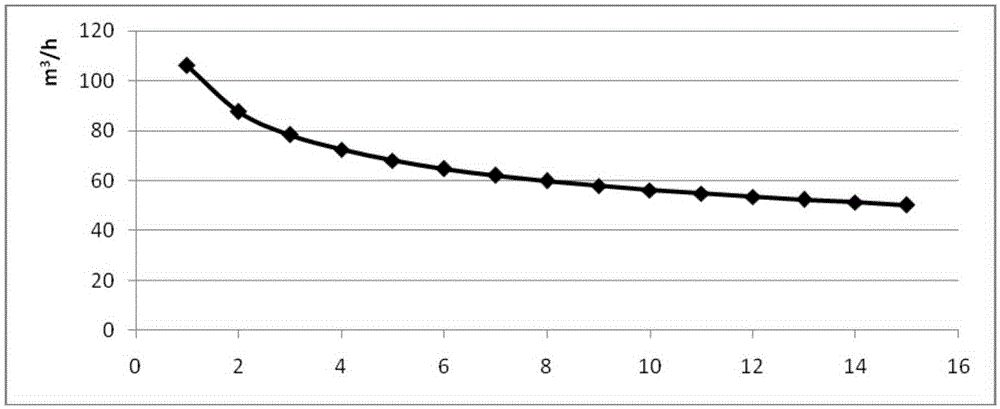
[0042] Step 1. Read the slab PDI data, the slab number is YG151004366, the steel grade is 08AL, the slab specification is 165*770*10000mm, the product target thickness is 3.0mm, the final rolling target temperature is 865℃, and the coiling target temperature is 550 ℃, read the equipment constant and the relevant parameters of the coiling temperature model. The measured value of the pyrometer at the entrance of the slab before the finishing mill is 988℃, and the measured value of the pyrometer at the exit of the finishing mill is 851℃; there are 15 sets of headers in the layer cold zone, The first 13 groups have 4 cooling units in each group, and the last two groups have 8 cooling units in each group, and each group of headers is equipped with a flow meter. The flow meter can better verify the flow control method of the present invent...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More