

Sand-covered casting device and casting process for iron mold of brake disc friction ring for high-speed railway
A sand-covered iron mold and casting process technology, which is applied in the direction of manufacturing tools, casting molding equipment, casting molds, etc., can solve the problems of poor surface quality of brake discs, slag inclusions on the upper surface, and high production costs, so as to meet market demand, Effect of small amount of turning and improvement of friction performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0056] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
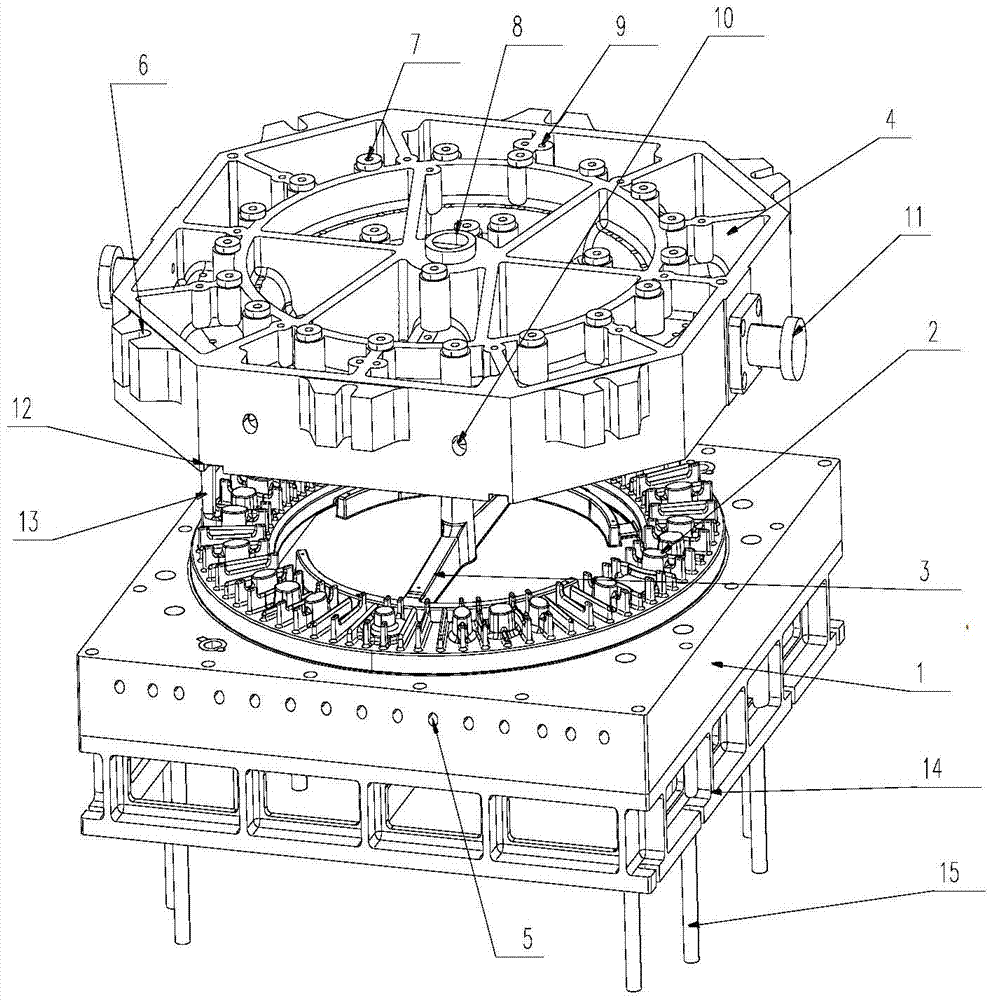
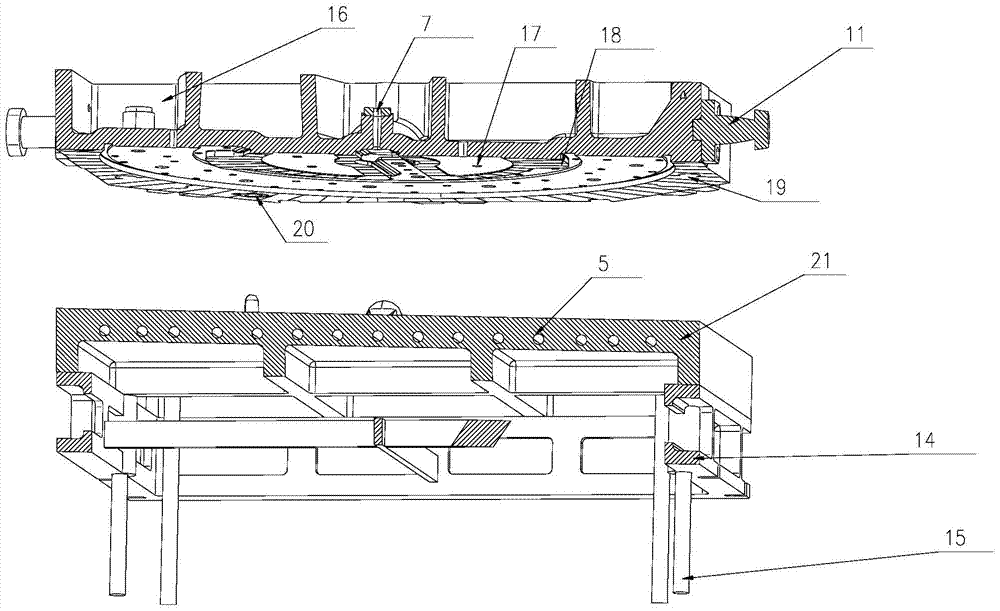
[0057] An iron mold sand-covered casting device for brake disc friction rings for high-speed rail, including an upper mold molding device and a lower mold molding device. The casting device works in the state where the temperature gradient of cold and hot changes greatly for a long time, which is prone to defects such as deformation and cracks, and even leads to scrapping. The arrangement structure of the sand box box ribs is as follows: the sand box is made of QT500-7 material, with a uniform wall thickness of 30mm to avoid thick and large heat storage areas. The inner stress of the sand box with this structure is small, the deformation is small, and the temperature field is evenly distributed. . The cast sand box should be subjected to area stress treatment, after rough machining, it must be subjected to failure treatment or vibration area stress tre...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More