

Solidification Method of Bottom-cast Steel Ingot
A bottom pouring and steel ingot technology, which is applied in the field of solidification of bottom pouring cast steel ingots, can solve the problems of segregation of large and high-quality steel ingots, poor solidification quality, and easy to cause waste products, etc., to improve production efficiency, improve solidification quality, and improve elements. The effect of the degree of segregation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
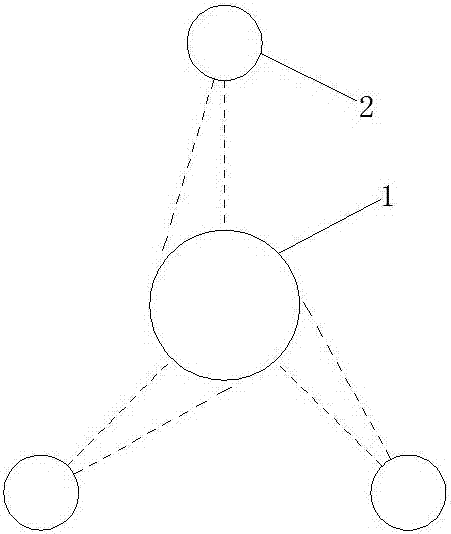
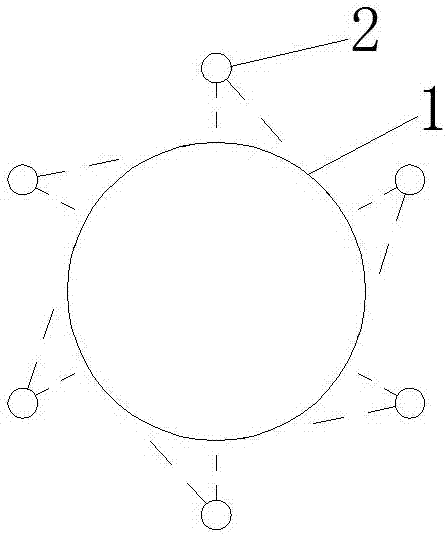
[0049] The Cr5 steel ingot 1 with a diameter of 220cm is blown and cooled, and λ is 0.7. After the pouring of the steel ingot 1 is started, six fans with a set speed of 3000r / min are used to blow the steel ingot 1 of the bottom pouring type to accelerate cooling. The fan 2. The distance from the outer wall of the steel ingot 1 is kept 50cm and evenly arranged around the steel ingot 1. The fan 2 blows and cools the steel ingot 1 in a circular way for 9.4 hours.
[0050] After the steel ingot 1 was solidified, the low-magnification inspection of the slices was taken, and the product grade of the steel ingot 1 was 0.5; the flaw detection of the steel ingot 1 was carried out, and the conclusion was qualified.
Embodiment 2
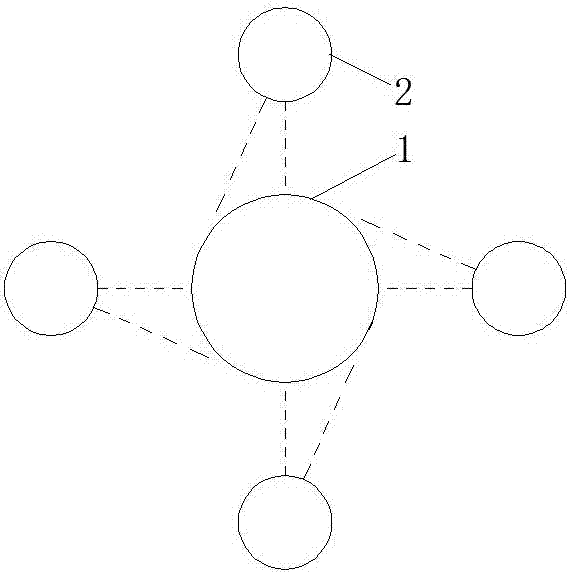
[0052] The Cr5 steel ingot 1 with a diameter of 200 cm is blown and cooled, and λ is 0.6. After the pouring of the steel ingot 1 is started, six fans with a set speed of 3000r / min are used to blow the steel ingot 1 of the bottom pouring type to accelerate cooling. The fan The vertical distance between 2 and the steel ingot 1 is kept 70cm and evenly arranged around the steel ingot 1, and the fan 2 adopts a circular cutting method to blow and cool the steel ingot 1 for 9.3h.
[0053] After the steel ingot 1 was solidified, the low-magnification inspection of the slices was taken, and the product grade of the steel ingot 1 was 0.5; the flaw detection of the steel ingot 1 was carried out, and the conclusion was qualified.
Embodiment 3
[0055] The Cr5 steel ingot 1 with a diameter of 180 cm is blown and cooled, and λ is 0.5. After the casting of the steel ingot 1 is started, six blowers with a set speed of 3000r / min are used to blow and cool the bottom poured steel ingot 1 to accelerate cooling. 2. The vertical distance from the steel ingot 1 is kept at 90cm and evenly arranged around the steel ingot 1. The fan 2 blows and cools the steel ingot 1 in a tangential way for 8 hours.
[0056] After the steel ingot 1 was solidified, the low-magnification inspection of the slices was taken, and the product grade of the steel ingot 1 was 0.5; the flaw detection of the steel ingot 1 was carried out, and the conclusion was qualified.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More