

Embedment technology of section extruding structure and pressure casting structure of dense blades
An extruded profile and intensive technology, applied in the field of radiator product manufacturing process, can solve the problems of inability to realize slender and dense blade molding, insufficient strength of die-casting structure, poor heat conduction and lifespan, etc., achieve good heat conduction ability, reduce CNC Good effect of processing and adhesion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] The present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
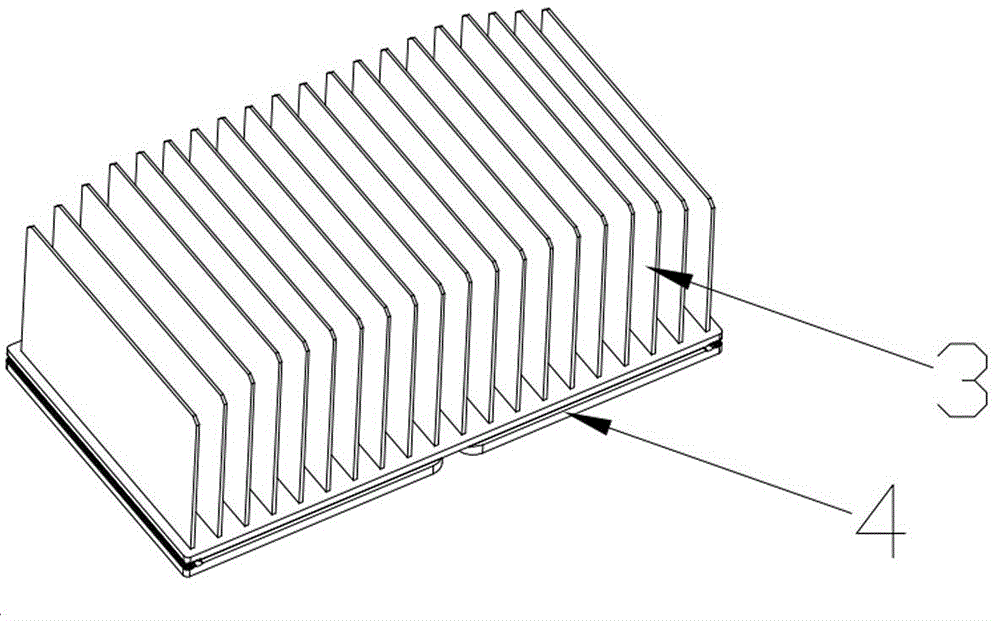
[0026] In this embodiment, refer to Figure 1 to Figure 5 , the embedding process of the dense blade 3 extruded profile structure 1 and the die-casting structure 2 includes the following steps:
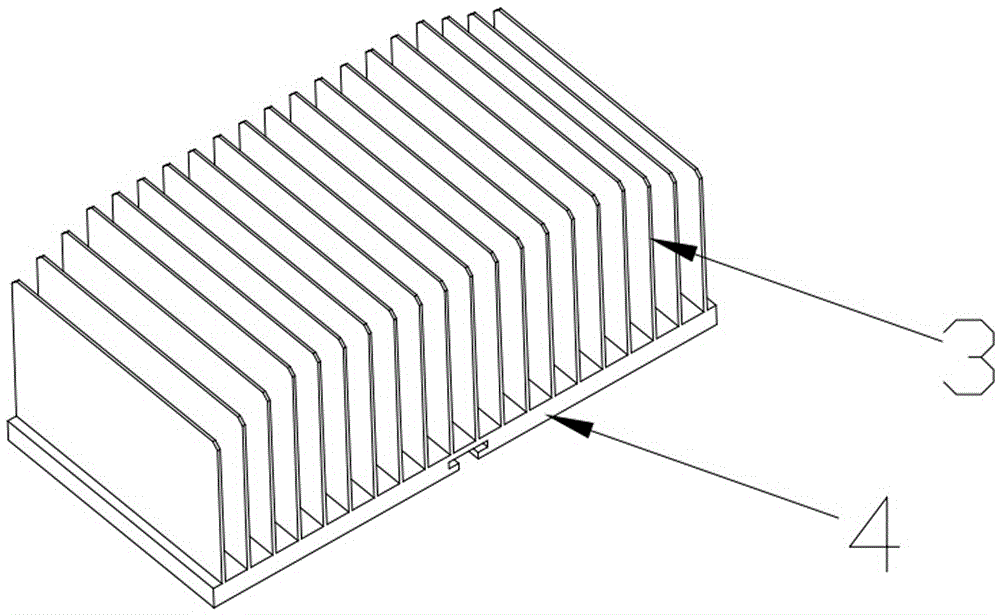
[0027] The first step is to manufacture the extruded part, and form a regular, dense and slender extruded profile through the extrusion die, which includes dense blades 3 and fitting seats 4, and then cut the extruded profile into individual pieces, such as figure 2 As shown, the desired extrusion is formed.
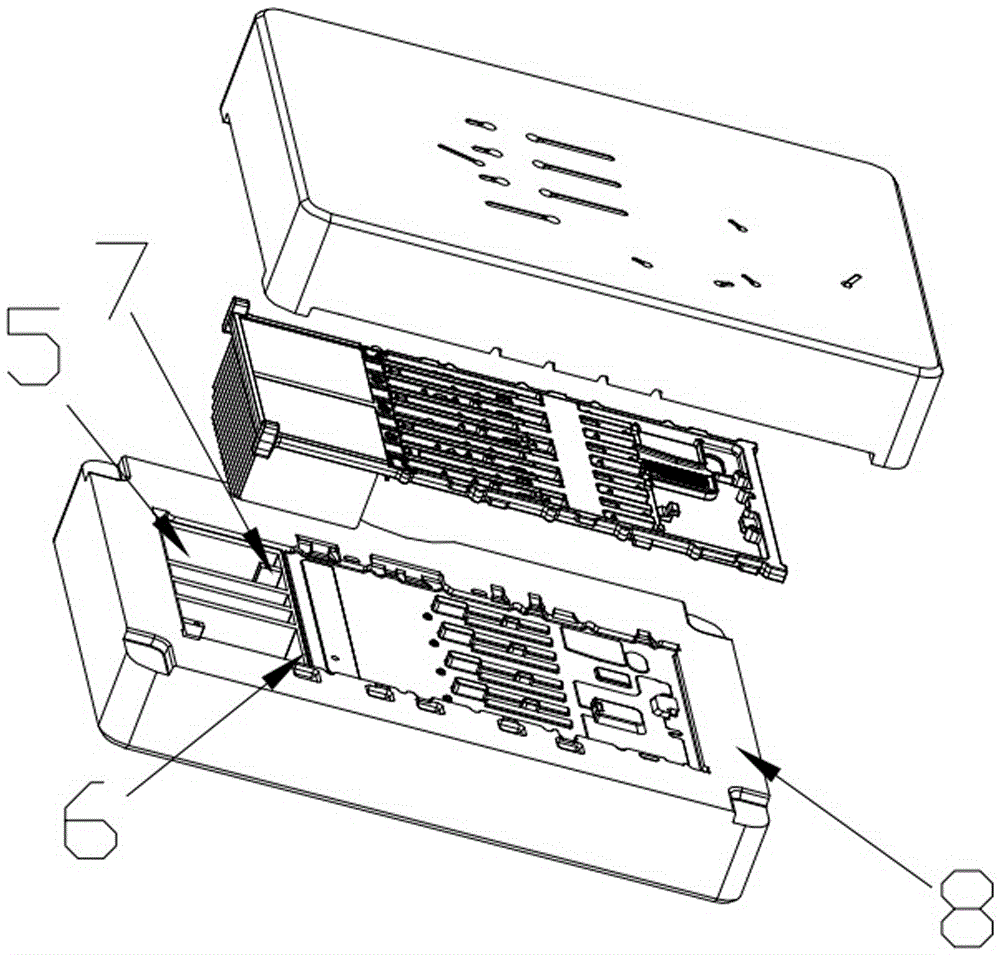
[0028] The first step A is to process the tooth groove, such as image 3 As shown, tooth grooves are machined along the surrounding sides of the fitting seat 4 , and the tooth grooves are used for mating engagement with the relief space 5 of the die-casting mold 8 .
[0029] The second step is to process the die-casting surface. The...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More