

Internal spinning forming method for corrugated tube
A corrugated tube and internal spinning technology, which is applied in the field of corrugated tube internal spinning, can solve the problems of poor product forming accuracy and consistency, difficulty in ensuring the welding quality of corrugated tubes, and inability to complete corrugated tube processing, so as to achieve good product quality and save energy. Welding material costs, weld inspection costs, and the effect of reducing circumferential welds
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
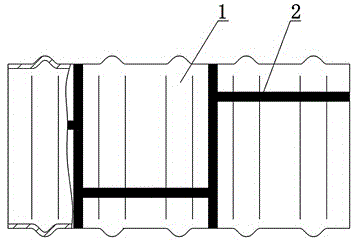
[0030] Embodiment 1: see figure 1 , figure 1 It is a schematic diagram of the product structure produced by welding among the processed products of the prior art. There is a bellows 1 in the figure, and it can be seen that the welding areas 2 are criss-crossed.
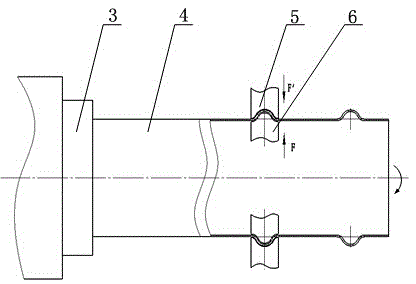
[0031] see Figure 2 to Figure 5 , a corrugated pipe 1 internal spinning forming method, comprising the following steps:
[0032] (1) Install the tube blank 4 on the main shaft 3 of the spinning machine, and the long thin-walled tube is driven by the main shaft 3 to rotate, and the rotating speed of the main shaft 3 is 60r / min~120r / min;
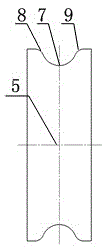
[0033] (2) The corrugated internal rotation wheel 6 and the external rotation wheel 5 are respectively installed inside and outside the tube blank 4. There are three inner and external rotation wheels 5, which are evenly distributed along the circumferential direction of the tube blank 4 and located in the radial direction of the tube blank 4. At the safe position, wherein, the op...
Embodiment 2
[0049] In this embodiment, the tube blank 4 is a long thin-walled tube made of 5A03 aluminum (LF3), the inner diameter of which is d=380mm, and the wall thickness is t=3.2mm. =386.4mm, the rounded corner radius of the outer wall of the finished corrugated pipe 1 is R=22mm, and the radius of the transition rounded corner of the root of the outer wall of the finished corrugated pipe 1 is r=10mm.
[0050] In step (1), the speed of spindle 3 is 80r / min;
[0051] In step (3), the feed speed of the outer rotation wheel 5 is 4.5mm / r, the feed speed of the inner rotation wheel 6 before the contact with the tube blank 4 is 4.5mm / r, and after the contact is 2mm / r;
[0052] In step (4), the gap between the convex surface of the inner rotation wheel 6 and the concave surface of the outer rotation wheel 5 is the thickness of the tube blank 4, and the molding time of maintaining the gap is 5s.
[0053] In addition, the specific dimensions of the outer rotation wheel 5 and the inner rotatio...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| radius | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More