

Method for depositing functionally-graded nano-multilayer coating on surface of steel workpiece and product comprising functionally-graded nano-multilayer coating
A functionally gradient and nano-multilayer technology, applied in coating, metal material coating process, ion implantation plating, etc. Increased control difficulty and other issues, to overcome the effect of insufficient density of the film structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
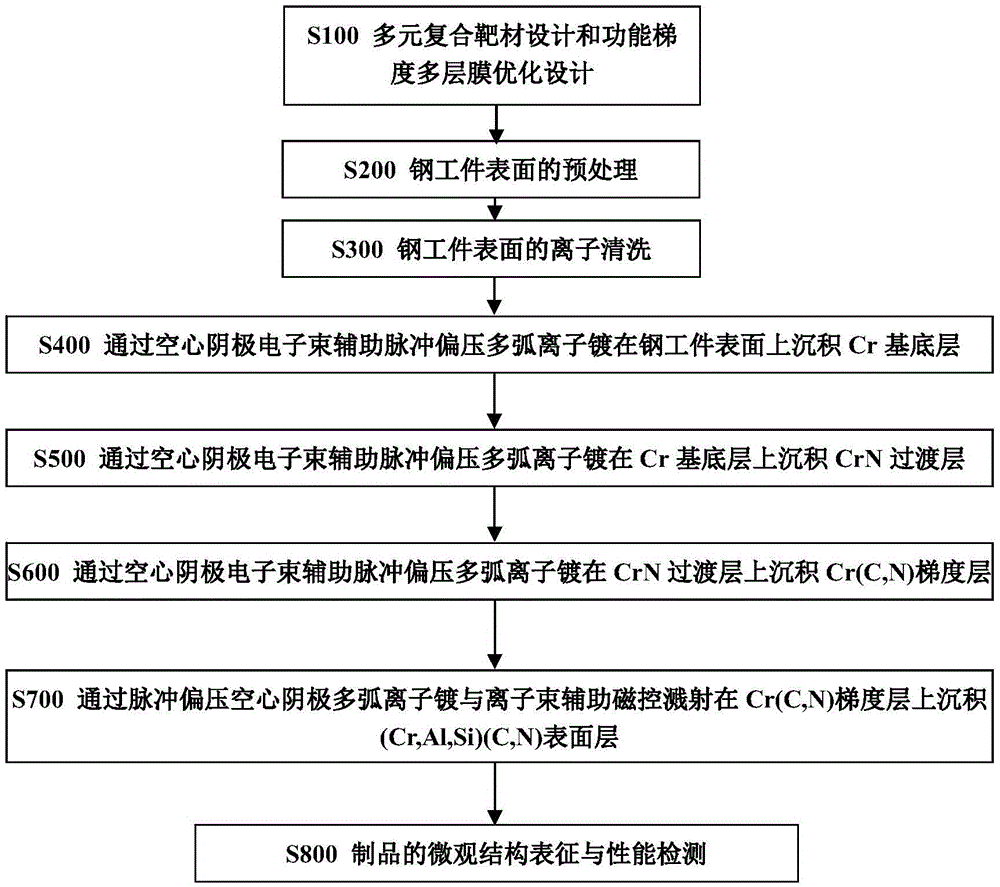
Method used
Image

Examples
Embodiment 1
[0144] 1) Pretreatment of stainless steel workpieces: At room temperature, place the polished stainless steel watch exterior parts in an ultrasonic cleaner filled with environmentally friendly water-based metal cleaning fluid for surface cleaning and degreasing; then put the cleaned workpieces into ethanol solution for dehydration treatment After drying.
[0145] 2) Ion cleaning of the surface of the workpiece: (1) Place the polished stainless steel watch exterior parts in the reactor and keep the vacuum in the reactor at 9.0×10 -3 Pa; (2) Start the Ta-HCD electron gun and the heating device in the furnace and control the current to 80A after the Ta-HCD electron gun is arcing. The plasma arc of the Ta-HCD source directly irradiates the surface of the workpiece until the temperature in the vacuum chamber reaches 120°C; (3) Keep the vacuum in the reactor at 9.0×10 -3 Pa, adjust the Ta-HCD electron gun current to 100A and apply a pulse negative bias to the workpiece to -100V; (4) Sta...
Embodiment 2
[0157] 1) Pretreatment of stainless steel workpieces: At room temperature, place the polished stainless steel watch exterior parts in an ultrasonic cleaner filled with environmentally friendly water-based metal cleaning fluid for surface cleaning and degreasing; then put the cleaned workpieces into ethanol solution for dehydration treatment After drying.
[0158] 2) Ion cleaning of the surface of the workpiece: (1) Place the polished stainless steel watch exterior parts in the reactor and keep the vacuum in the reactor at 5.0×10 -3 Pa; (2) Start the Ta-HCD electron gun and the heating device in the furnace and control the current to 80A after the Ta-HCD electron gun is arcing. The plasma arc of the Ta-HCD source directly irradiates the surface of the workpiece until the temperature in the vacuum chamber reaches 120°C; (3) Keep the vacuum in the reactor at 5.0×10 -3 Pa, adjust the Ta-HCD electron gun current to 100A and apply a pulse negative bias to the workpiece to -100V; (4) Sta...
Embodiment 3
[0171] 1) Pretreatment of stainless steel workpieces: At room temperature, place the polished stainless steel watch exterior parts in an ultrasonic cleaner filled with environmentally friendly water-based metal cleaning fluid for surface cleaning and degreasing; then put the cleaned workpieces into ethanol solution for dehydration treatment After drying.
[0172] 2) Ion cleaning of the surface of the workpiece: (1) Place the polished stainless steel watch exterior parts in the reactor and keep the vacuum in the reactor at 7.0×10 -3 Pa; (2) Start the Ta-HCD electron gun and the heating device in the furnace and control the current to 80A after the Ta-HCD electron gun is arcing. The plasma arc of the Ta-HCD source directly irradiates the surface of the workpiece until the temperature in the vacuum chamber reaches 120°C; (3) Keep the vacuum in the reactor at 7.0×10 -3 Pa, adjust the Ta-HCD electron gun current to 100A, and apply a pulse negative bias to the workpiece to -100V; (4) St...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More