Aluminum alloy plate for can ends, and method for manufacturing same
A technology of aluminum alloy plate and manufacturing method, which is applied in the direction of metal rolling, container, rigid container, etc., can solve the problems of limited ear-making rate control, ear-making control, etc., and achieves easy control, small anisotropy, and high strength Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
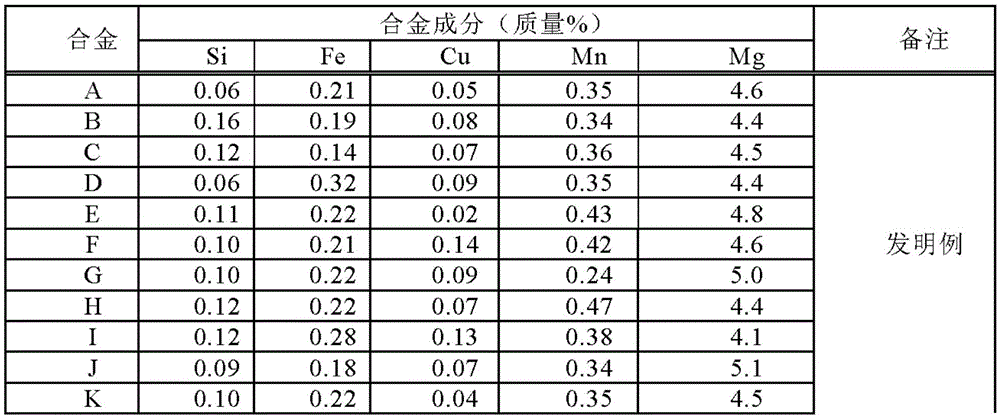
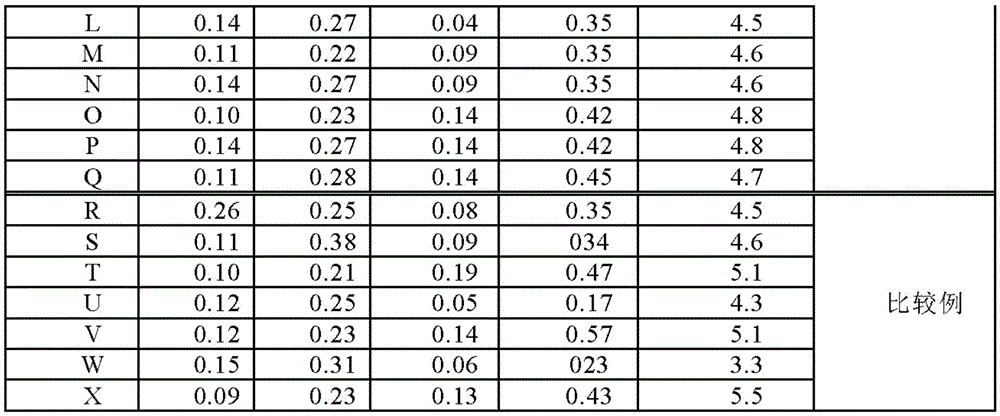
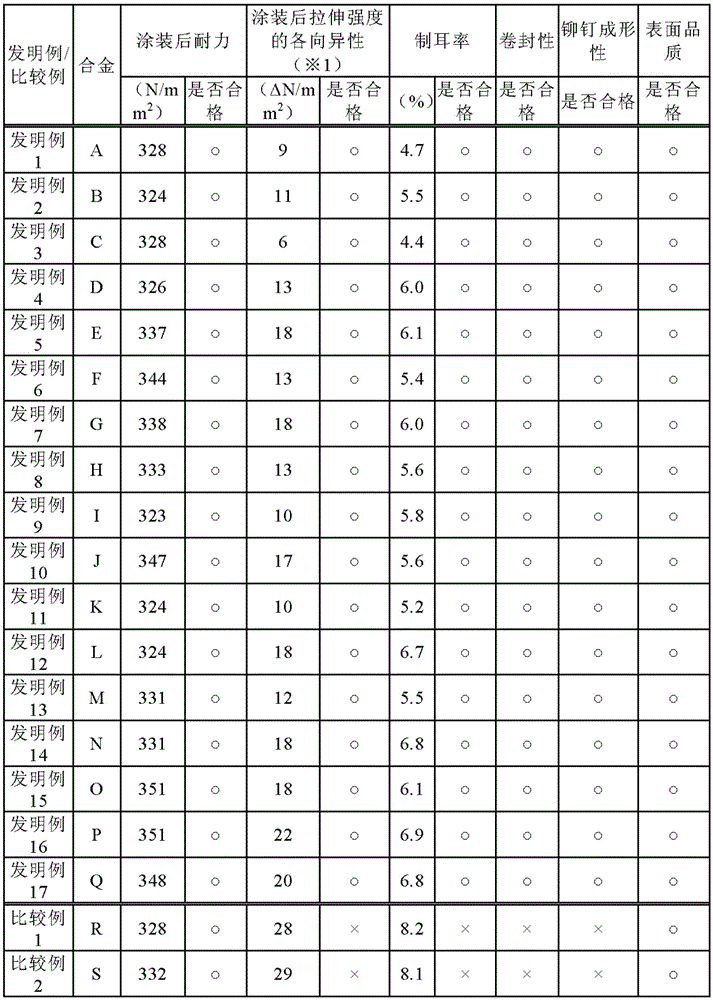
[0073] [Example 1: Invention Example 1 to Invention Example 17 and Comparative Example 1 to Comparative Example 7]
[0074] Aluminum alloys with the compositions shown in Table 1 were cast by the DC casting method, and the obtained ingot was subjected to a homogenization treatment at 490°C for 1 hour, followed by hot rough rolling with a reversing hot roughing mill, and then four-stage The tandem hot finishing mill implements hot finishing rolling. Hot rough rolling was performed at a starting temperature of 485°C. In addition, hot finish rolling starts at a material temperature of 440°C (±5°C), with a total reduction rate of 90.7%, and a rolling speed of 90sec for the final finish rolling pass. -1 To carry out hot finish rolling, the coil temperature on the side where the material is sent out is controlled at 345°C (±5°C). Thereafter, cold rolling was performed at a final cold rolling ratio of 90%, coating with an epoxy-based paint, and firing treatment at 260° C.×20 sec. ...
Embodiment 2
[0105] [Example 2: Invention Example 18 to Invention Example 26 and Comparative Example 8 to Comparative Example 18]
[0106] Aluminum alloys corresponding to alloy M, alloy K, and alloy O of the present invention in Table 1 are cast by DC casting, and the obtained ingots are subjected to homogenization treatment, hot rolling, and cold casting under the manufacturing conditions shown in Table 3. After rolling, it is painted with an epoxy-based paint and fired at 260°C for 20 sec. In addition, Comparative Example 15 in Table 3 is a comparative example in which hot finish rolling is performed by a reversing rolling mill, and Comparative Example 17 is an intermediate annealing in a continuous annealing line (Continuous Annealing Line, CAL) of rapid heating and rapid cooling after hot rolling. comparative example.
[0107] [table 3]
[0108]
[0109] With respect to the aluminum alloy plate for can ends obtained as described above, the resistance after coating and firing and ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More