

Induction shape correcting and die quenching and tempering technological method and equipment for annular parts
A technology of induction hardening and ring parts, applied in the direction of quenching agent, quenching device, heat treatment equipment, etc., can solve the problems of inner hole strain on the surface of the mandrel, unreliable control, high labor intensity, etc., and achieve compact structure, No smoke pollution, high electrothermal conversion efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
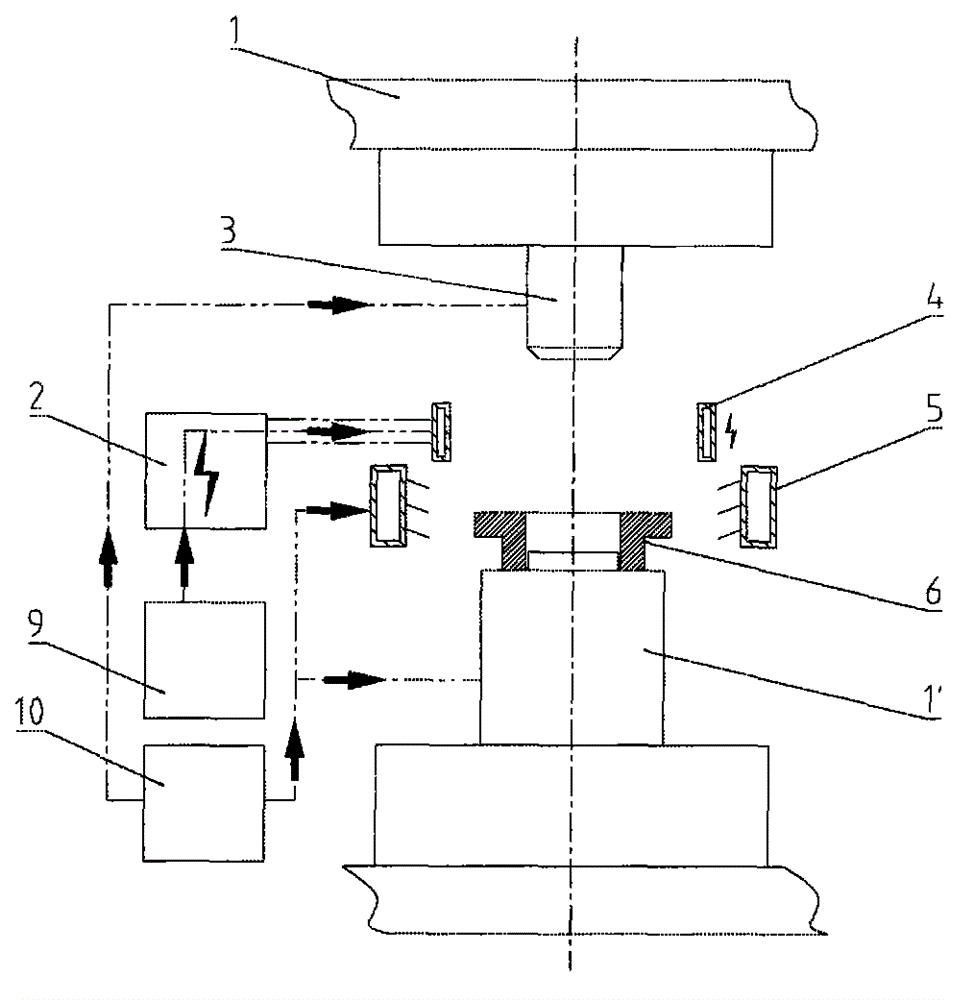
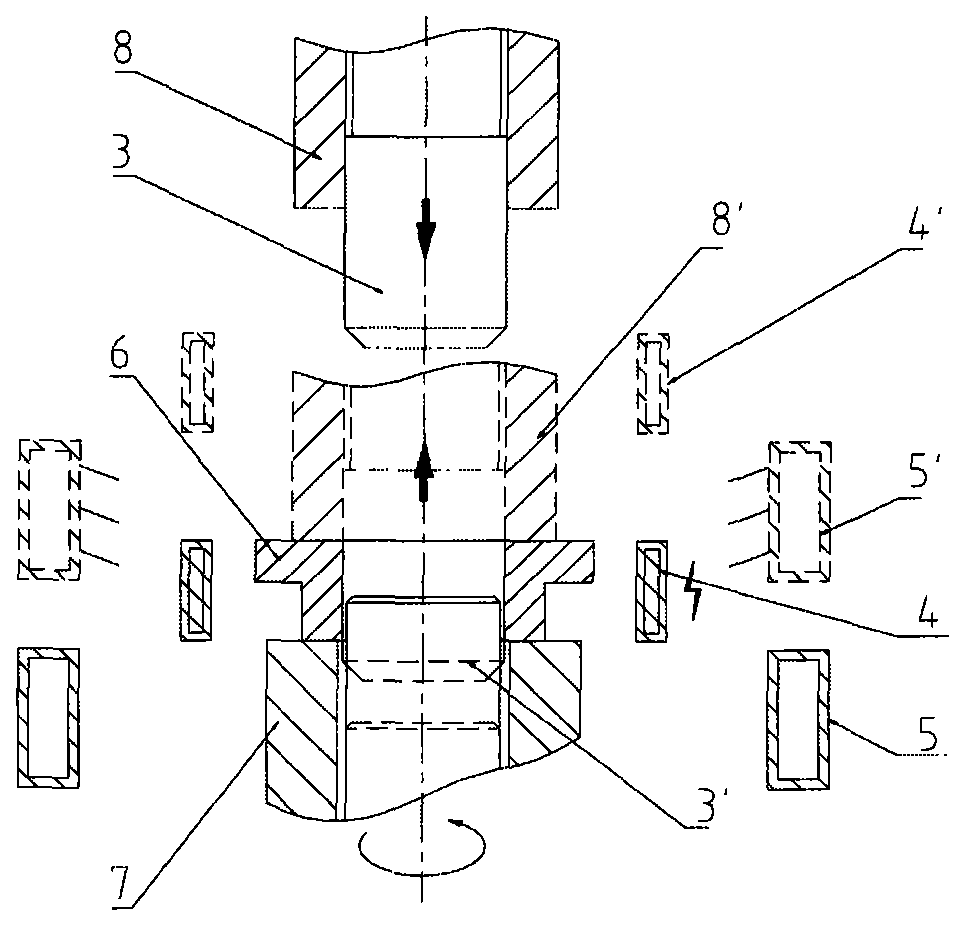
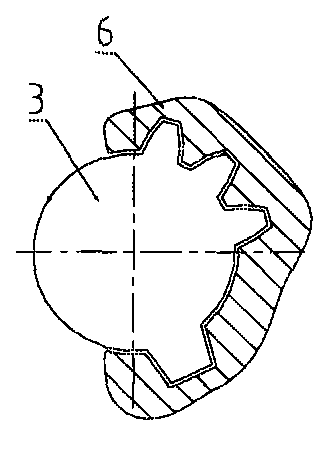
[0024] The invention relates to a process method and equipment for induction orthopedic mold press quenching and tempering of ring parts. The method includes feeding workpiece 6, heating with inductor 4, correcting core mold 3, upper pressing mold 8, and lower supporting mold 7 for press quenching , workpiece 6 with mandrel 3 induction tempering, mandrel 3 leaving, workpiece 6 unloading and other steps.
[0025] The equipment of the present invention includes an induction heating power supply 2 , a quenching machine tool 1 , cooling water 9 , and a quenching liquid circulation device 10 for implementing the entire process. Wherein the heating inductor 4, the external quenching liquid injection box 5, the upper die 8, the lower support die 7, the mandrel 3 and other components and their moving actuators and workpiece clamping mechanisms are installed on the frame of the quenching machine tool 1. The induction heating power supply 2, the cooling water 9, and the quenching liquid...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More