

A kind of preparation method of high-strength high-plasticity twip steel
A high-plasticity and high-strength technology, applied in the field of ultrafine-grained metal materials, can solve the problems of complex preparation methods and unsatisfactory performance of TWIP steel, and achieve the effects of simple preparation methods, easy implementation, and excellent strong-plasticity matching.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0027] 1. Preparation of TWIP steel by melting and rolling
[0028] (1) Vacuum induction furnace melting and casting to make TWIP steel ingots, forging and molding at a temperature of 950°C-1050°C to obtain billets; the composition is shown in the following table:
[0029]
[0030] (2) Hot rolling: heat preservation at 1250°C for 2 hours, start rolling temperature at 1200°C, intermediate rolling temperature at 900°C, final rolling thickness at 20mm; (3) high temperature annealing for homogenization treatment: heat preservation at 1000°C for 2 hours; Rolling: cut the sample into small pieces, and carry out warm rolling at 400°C with a rolling thickness of 10mm; asynchronous rolling: the rolling thickness is 1mm, and the speed ratio is 1.5; the final synchronous rolling mill cold rolling thickness is 0.5mm.
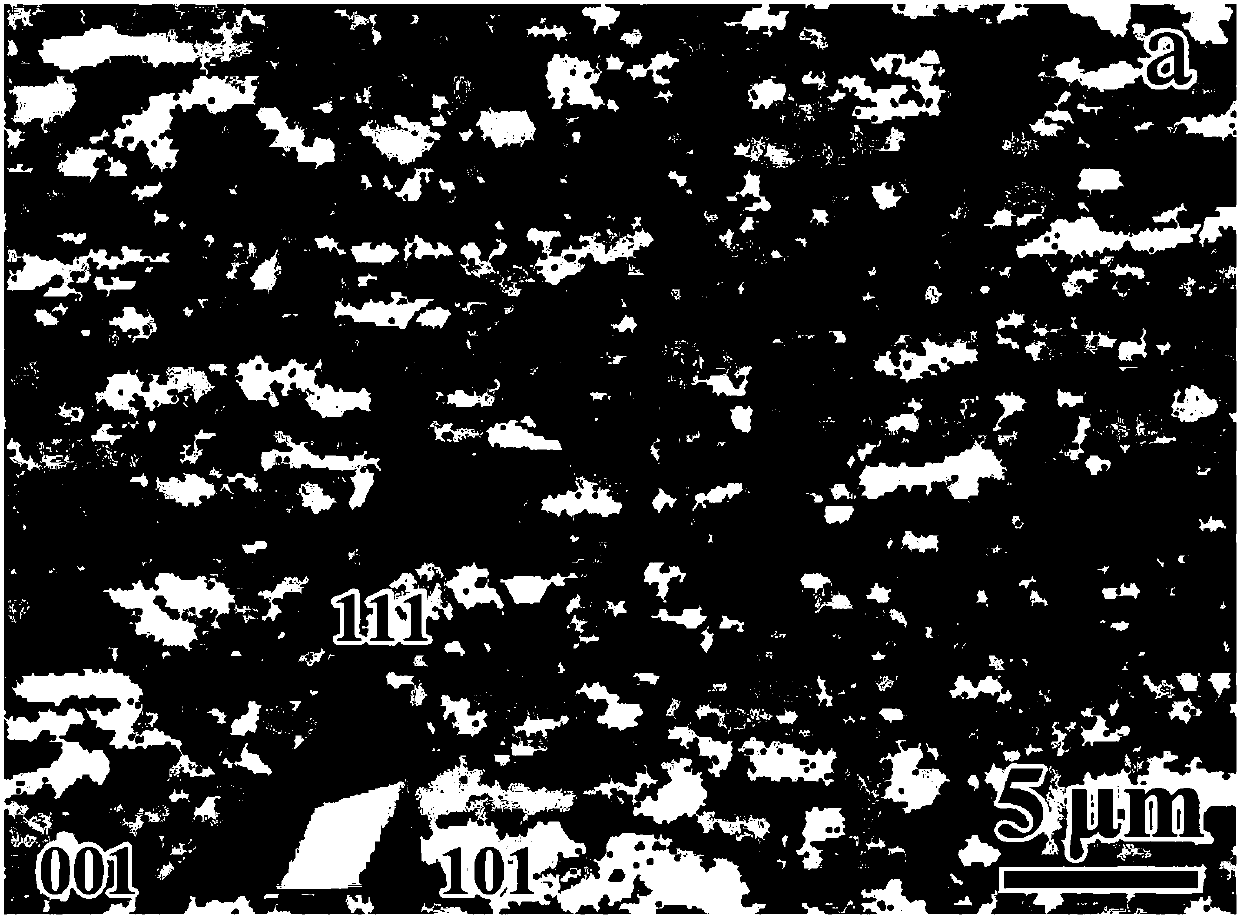
[0031] After step (3), the microstructure is composed of uniform but relatively coarse austenite grains, and most of the austenite grains contain annealing twins, with a...
Embodiment 2
[0037] 1. Preparation of TWIP steel by melting and rolling
[0038](1) Vacuum induction furnace smelting and casting to make TWIP steel ingots, forging at 950°C-1050°C to obtain billets; (2) Hot rolling: 1250°C for 2 hours, start rolling temperature is 1200°C, intermediate rolling temperature is 900℃, the final rolling thickness is 20mm; (3) high temperature annealing for homogenization treatment: 1000℃ for 2h; (4) warm rolling: cut the sample into small pieces, and warm rolling at 500℃, the rolling thickness is 10mm; asynchronous rolling: the rolling thickness is 1mm, and the different speed ratio is 1.5; the final synchronous rolling mill cold rolling thickness is 0.5mm.
[0039] After step (3), the microstructure is composed of uniform but relatively coarse austenite grains, and most of the austenite grains contain annealing twins, with an average grain size of 80 μm.
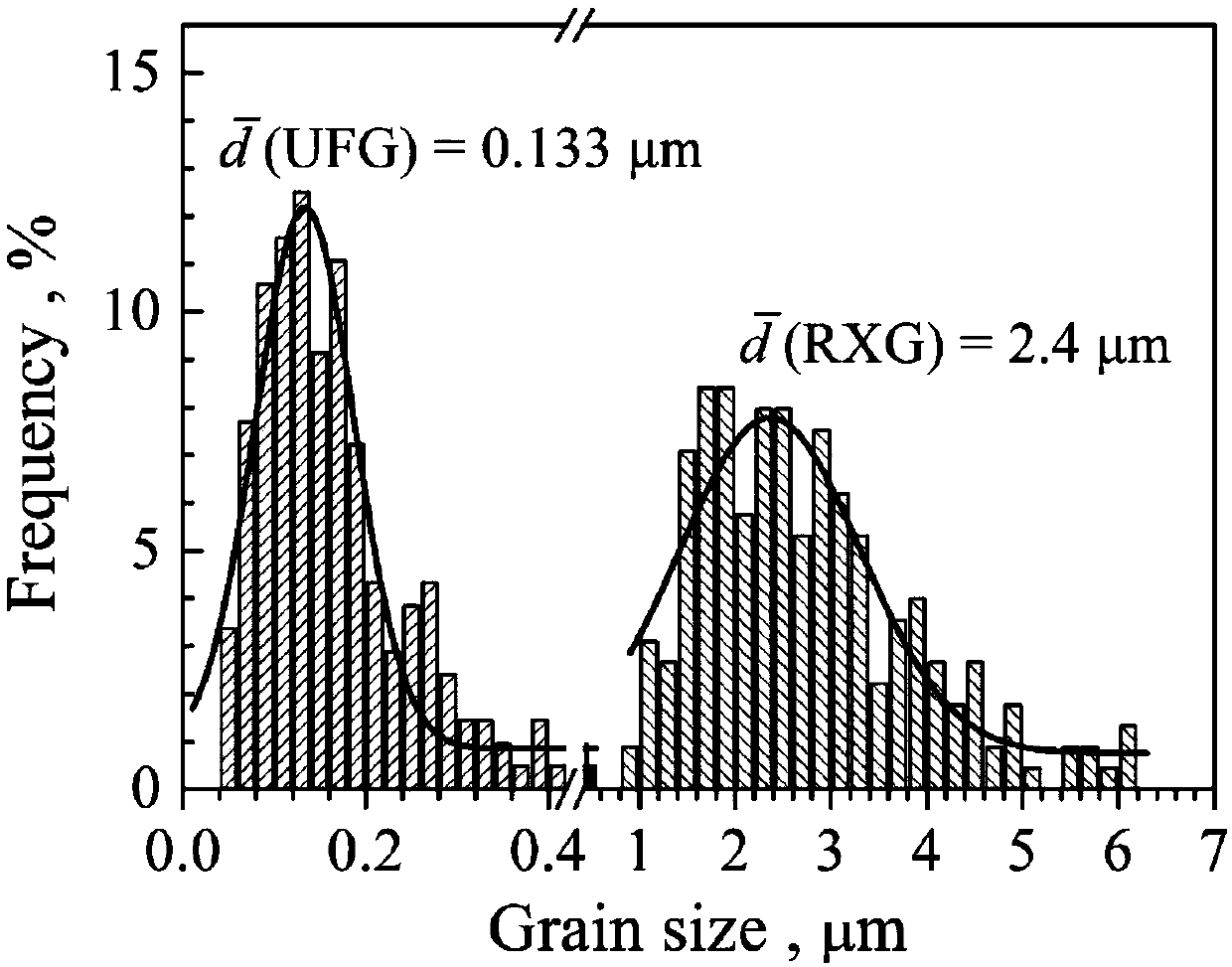
[0040] After step (4), the microstructure is a submicron-scale lamellar structure; the lamellar interfac...
Embodiment 3
[0044] 1. Preparation of TWIP steel by melting and rolling
[0045] (1) Vacuum induction furnace melting and casting to make TWIP steel ingots, forging at 950°C-1050°C to obtain billets; (2) Hot rolling: 1300°C for 2 hours, start rolling temperature is 1250°C, intermediate rolling temperature is 950°C, the final rolling thickness is 20mm; (3) Homogenization treatment by high temperature annealing: 1100°C heat preservation for 2h; (4) Warm rolling: cut the sample into small pieces, and warm rolling at 600°C, the rolling thickness is 10mm; asynchronous rolling: the rolling thickness is 1mm, and the different speed ratio is 1.5; the final synchronous rolling mill cold rolling thickness is 0.5mm.
[0046] After step (3), the microstructure is composed of uniform but relatively coarse austenite grains, and most of the austenite grains contain annealing twins, with an average grain size of 80 μm.
[0047] After step (4), the microstructure is a submicron-scale lamellar structure; t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More