

Welding Process of Aluminum Alloy Roof Beam for Subway
A roof edge beam and welding process technology, applied in the field of aluminum alloy welding, can solve the problems affecting the qualified rate of products, complicated procedures, and high comprehensive cost, and achieve the effects of optimizing welding process parameters, reducing product repair rate, and optimizing welding sequence.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The preferred embodiments of the present invention will be described in detail below in conjunction with the accompanying drawings; it should be understood that the preferred embodiments are only for illustrating the present invention, rather than limiting the protection scope of the present invention.
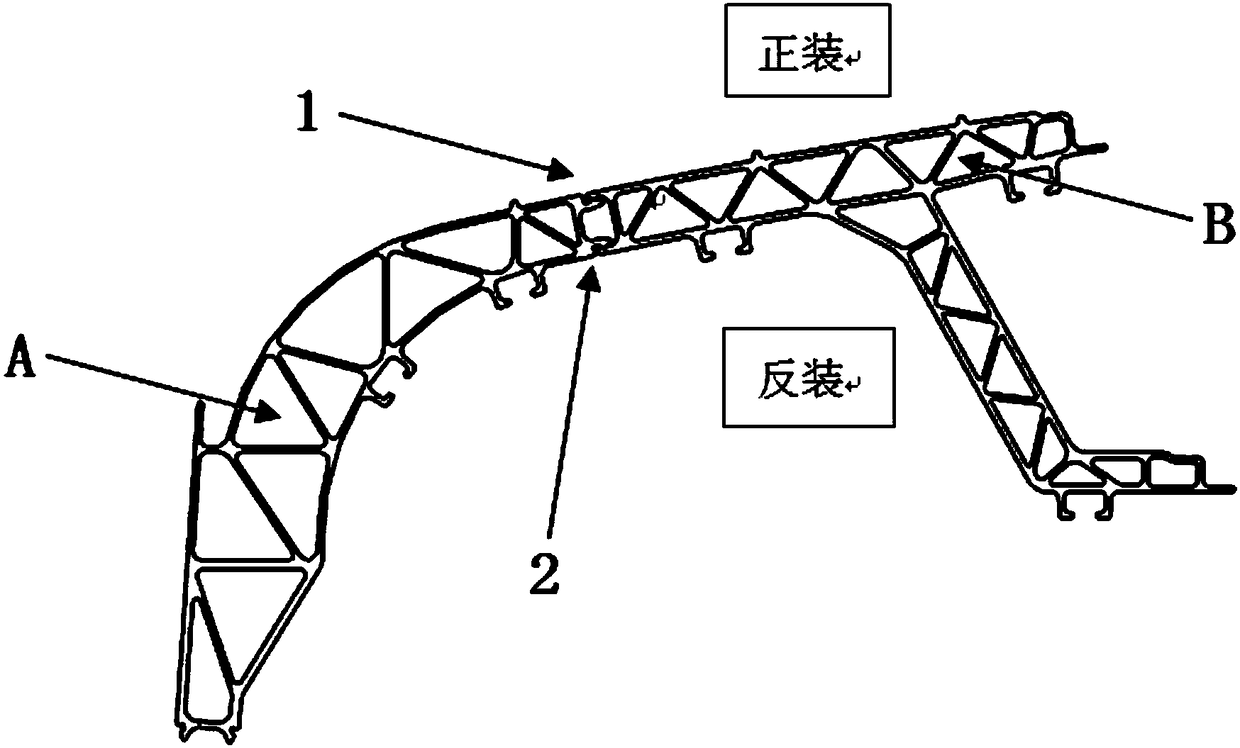
[0028] Such as figure 1 As shown, the aluminum alloy roof side beam for the subway in this embodiment is welded by the side beam profiles A and B.
[0029] In this embodiment, the roof side beam is welded in two stages, first by manual spot welding, and then by robot automatic welding, as follows:
[0030] 1), manual spot welding
[0031] 1.1) Formal assembly and assembly: the hollow side beam profiles A and B are installed in the corresponding positions of the special tooling (not shown) and then pressed and fixed;
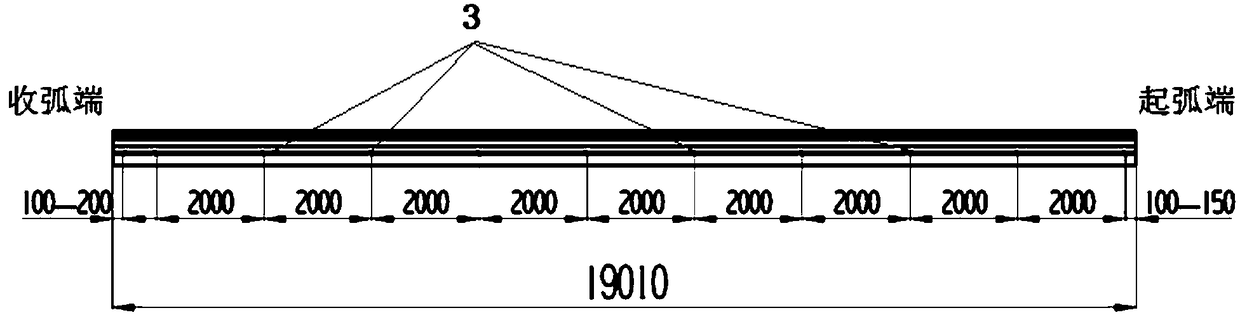
[0032] 1.2) Front spot fixing: manually spot weld the convex weld 1 of the roof side beam that has been assembled, the welding current is 210A, the weld...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More