A method for manufacturing a hot-rolled high-carbon steel strip with a single-sided decarburization layer ratio of less than 0.7%
A manufacturing method and decarburization layer technology, applied in metal rolling, manufacturing tools, metal rolling, etc., to achieve the effect of reducing the proportion of single-sided decarburization layer, reducing manufacturing cost, and strong operability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
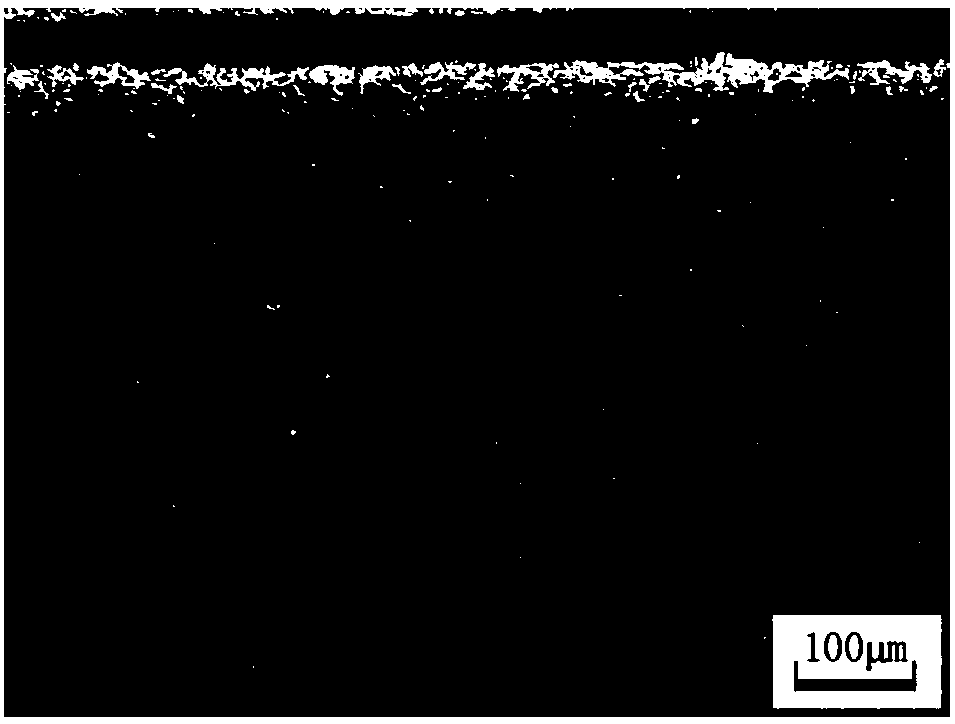
[0029] Example 1, such as figure 1 Shown, the high-carbon steel produced by the present embodiment is 65Mn, and its chemical composition is as shown in table 1, and wherein carbon content is 0.65%, slab thickness 60mm, strip steel finished product thickness (strip steel thickness after finish rolling) 4.0 mm, the compression ratio of the strip after finish rolling is 15. The furnace temperature of the continuous casting slab is 850°C, the furnace temperature is 1100°C, and the furnace time is 20 minutes. The air excess coefficient in the heating section of the soaking furnace is 1.26, the soaking section is 1.30, the common section is 1.40, and the residual oxygen in the furnace is 1.5 %, the laminar flow cooling adopts the front stage rapid cooling, and the cooling rate is about 18 ° C / s. The single-side decarburized layer ratio of the product is shown in Table 2.
Embodiment 2
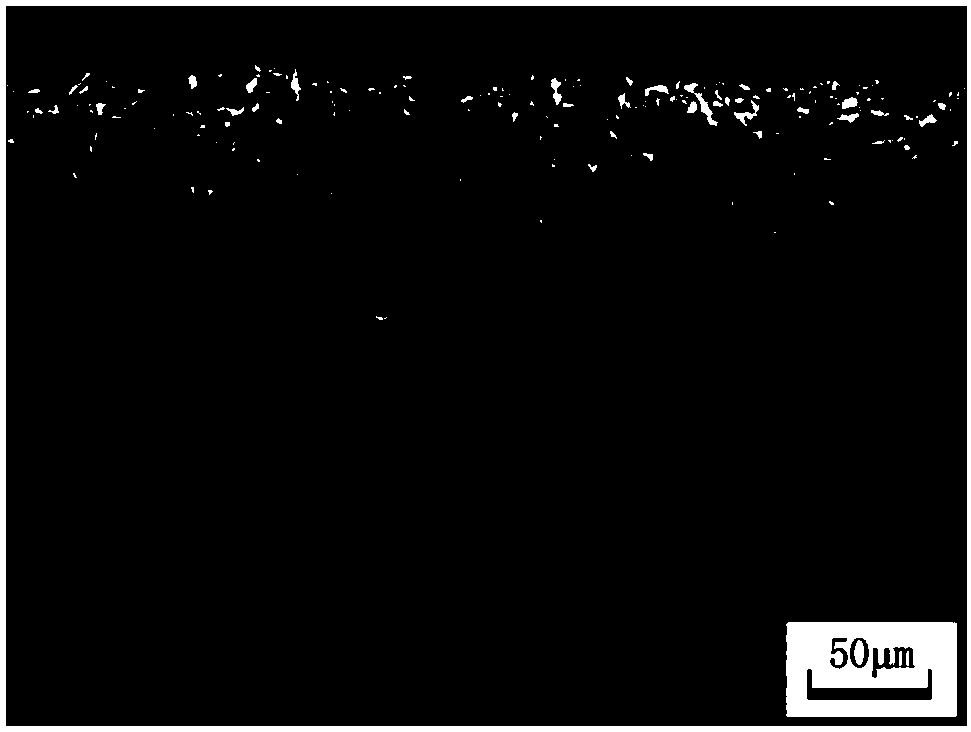
[0030] Example 2, such as figure 2 Shown, the high-carbon steel produced by the present embodiment is 75Cr1, and its chemical composition is as shown in table 1, and wherein carbon content is 0.75%, slab thickness 90mm, strip finished product thickness (strip thickness after finishing rolling) 6.0 mm, the compression ratio of the strip after finish rolling is 15. The furnace entry temperature of the continuous casting slab is 920°C, the exit temperature is 1140°C, and the furnace time is 23 minutes. The air excess coefficient in the heating section of the soaking furnace is 1.30, the soaking section is 1.35, the common section is 1.45, and the residual oxygen in the furnace is 3.8 %, the laminar flow cooling adopts the front-stage rapid cooling, and the cooling rate is about 10°C / s. The single-side decarburized layer ratio of the product is shown in Table 2.
Embodiment 3
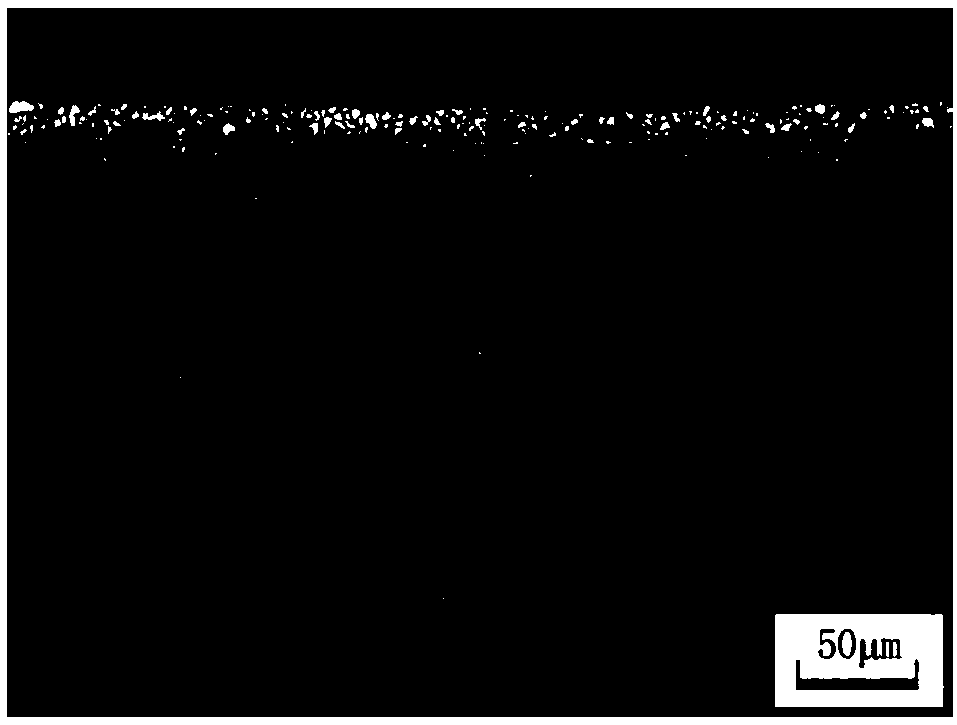
[0031] Example 3, such as image 3 As shown, the high-carbon steel produced in this embodiment is SK85, and its chemical composition is as shown in Table 1, wherein the carbon content is 0.85%, the thickness of the cast slab is 90mm, the thickness of the finished strip steel is 5.0mm, and the thickness of the strip steel after finish rolling is The compression ratio is 18. The furnace entry temperature of the continuous casting slab is 900°C, the exit temperature is 1140°C, and the furnace time is 25 minutes. The air excess coefficient in the heating section of the soaking furnace is 1.26, the soaking section is 1.32, the common section is 1.40, and the residual oxygen in the furnace is 1.6 %, laminar flow cooling adopts front-stage rapid cooling, and the cooling rate is about 15°C / s. The single-side decarburized layer ratio of the product is shown in Table 2.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More