

a drilling tool
A technology for drilling tools and cutting blades, which is applied in drilling tool accessories, drill repairing, and tool manufacturing, etc. It can solve problems such as cutting vibration, torque asymmetry, and surface quality degradation, so as to reduce cutting vibration, eliminate stress concentration, The effect of reducing the difficulty of manufacturing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The present invention will be further described in detail below with reference to the drawings and specific embodiments of the specification.
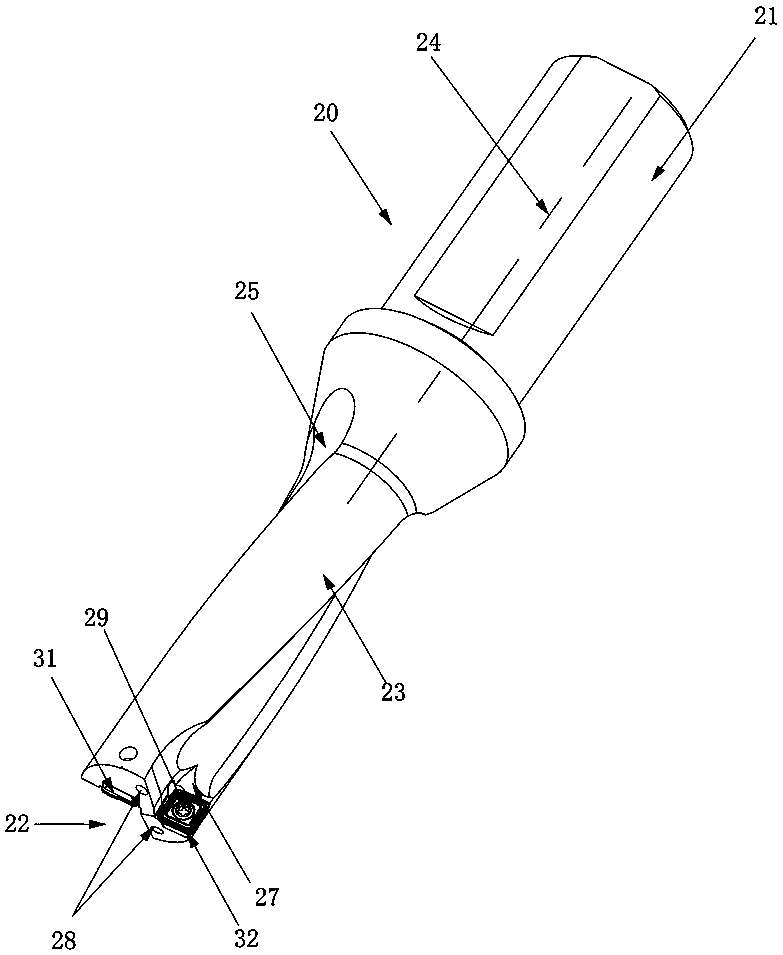
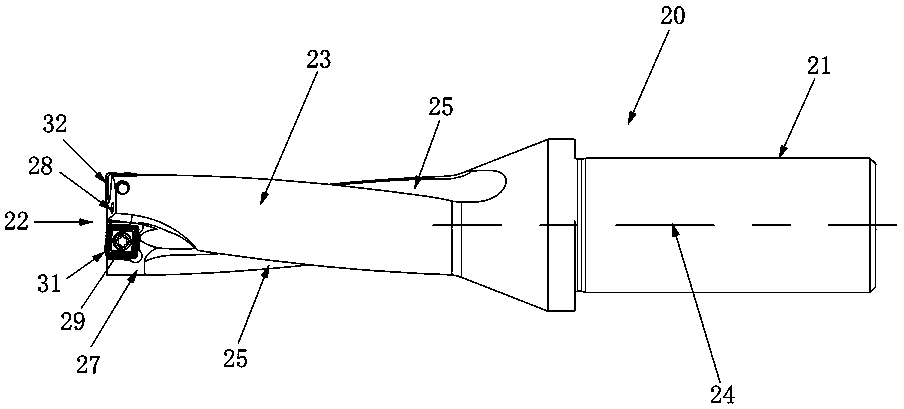
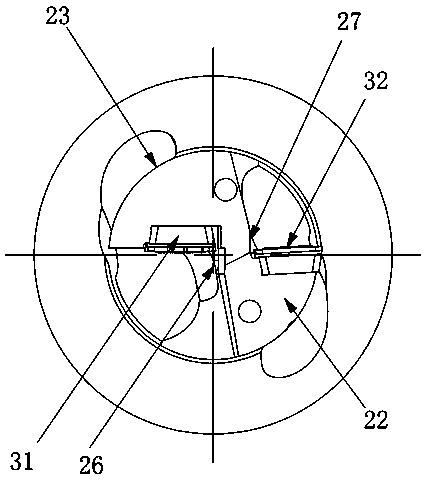
[0028] Figure 1 to Figure 7 An embodiment of the drilling tool of the present invention is shown. The drilling tool of this embodiment includes a cutter body 20. The cutter body 20 includes a shank 21, a cutting end 22, and is located between the shank 21 and the cutting end 22 The peripheral surface 23, the shank 21 and the peripheral surface 23 are symmetrical about the rotation center axis 24 of the cutter body 20. The cutting end 22 is provided with a central groove 26 and a peripheral groove 27 communicating with the spiral groove 25 on the peripheral surface 23 , The central groove 26 is arranged adjacent to the central axis of rotation 24, the circumferential groove 27 is arranged adjacent to the peripheral surface 23, the central groove 26 and the circumferential groove 27 are equipped with cutting blades, and the cutting ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More