

Manufacturing method for triple gear
A manufacturing method and triple gear technology, which is applied in the field of gear manufacturing, can solve the problems that the precision and roughness of the teeth are difficult to achieve the ideal state, the roughness of the tooth surface of the bevel teeth is poor, and the energy consumption is large, so as to save energy and materials, The effect of high product precision and stable product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
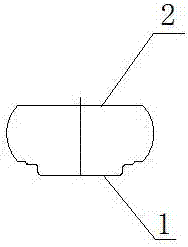
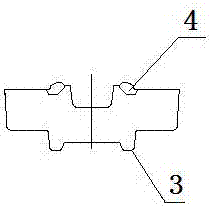
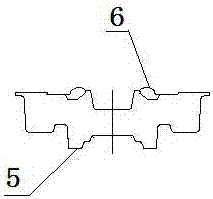
[0031] Refer to the above attached figure 1 A method for manufacturing a triple gear (the triple gear of the 425 bridge is an example), which is characterized in that the manufacturing method includes a blanking process, a heating process, an upsetting process, a pre-forging process, a final forging process, an anti-oxidation process, spraying Pill process, lubrication process, shaping process and inspection process; the specific manufacturing method is as follows:
[0032] A, the described blanking process: select the metal bar that meets the requirements, and draw the three-dimensional figure of the triple gear by CAD, obtain the volume of the triple gear by the CAD software, then multiply the weight of the triple gear by the metal bar density, The weight tolerance of the triple gear is obtained as ±0.5%; then the length of the metal bar is calculated based on the weight and density of the triple gear and the diameter of the metal bar; and then the material is cut according ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More