Machining method of long-and-thin walled cylindrical component
A processing method and technology for thin-walled cylinders, which are applied in the field of cylindrical parts processing, can solve the problems of non-standard interference fit of long thin-walled cylindrical parts, difficult to meet design requirements, unqualified operation tests, etc., and achieve remarkable processing effects. The effect of satisfying operability and avoiding manufacturing errors
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
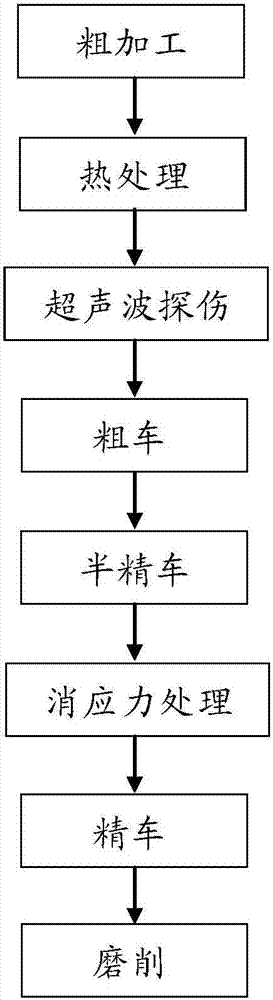
[0022] see figure 1 , the invention provides a kind of processing method of long thin-walled cylindrical part, comprises the steps:
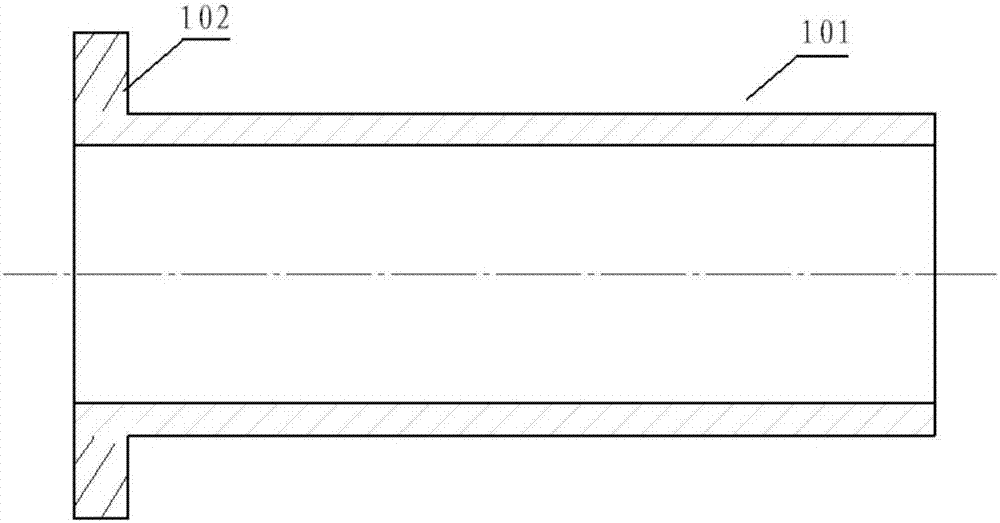
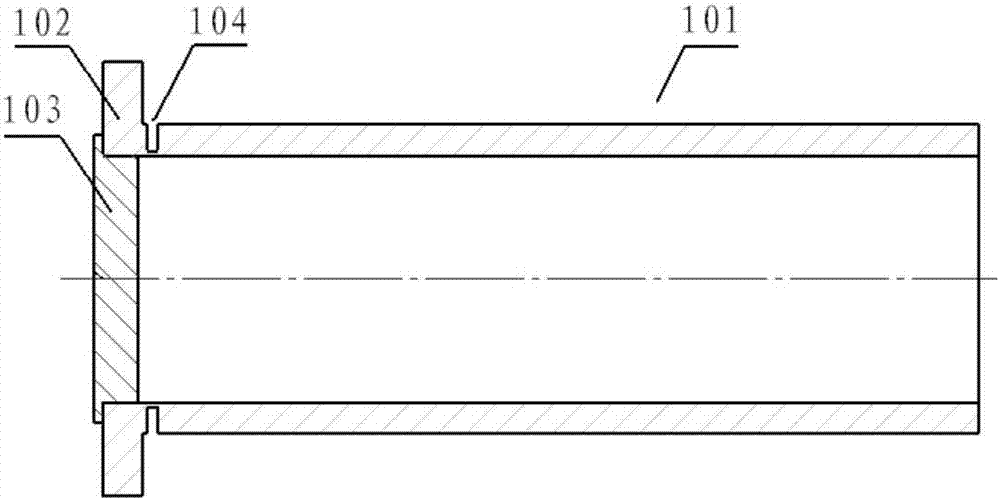
[0023] Rough machining: use cylindrical forged steel as the raw material 101 for rough machining, and use the three-jaw chuck of a horizontal lathe to clamp one end of the blank 101 according to the heat treatment rough machining pattern, as a specific embodiment of the present invention , the clamping is the left end of the blank 101, and one end of the blank 101 is the right end. The outer circle of the rough-turned blank 101 retains the part of the clamping end that has not been roughly machined, so that a chuck 102 is formed at the clamping position, and the inner hole of the rough-cut blank 101 and the right end surface of the blank 101 are rough-turned from the right end of the blank 101, and fully The machining allowance of the outer circle, inner hole and right end face is reserved, and the workpiece obtained after rough machining is as...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com