Cooking pot and manufacturing method thereof
A manufacturing method and pot technology, applied to the structure of cooking utensils, special materials for cooking utensils, cooking utensils, etc., can solve the problems of high noise, high cost, and complicated manufacturing process of stainless steel pans, and achieve noise reduction , noise reduction effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
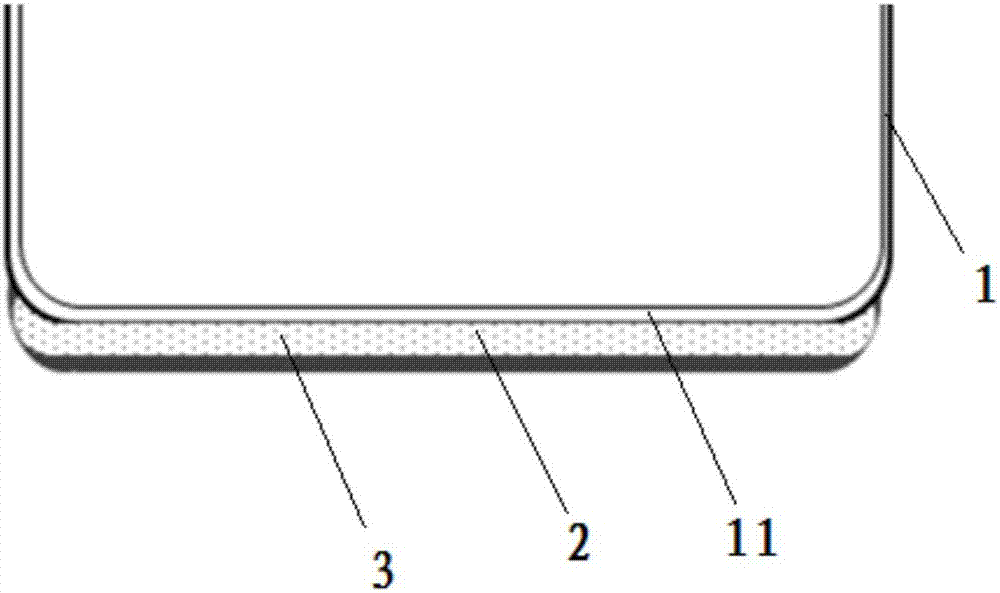
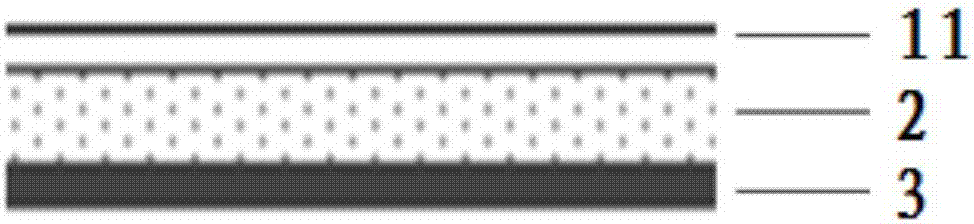
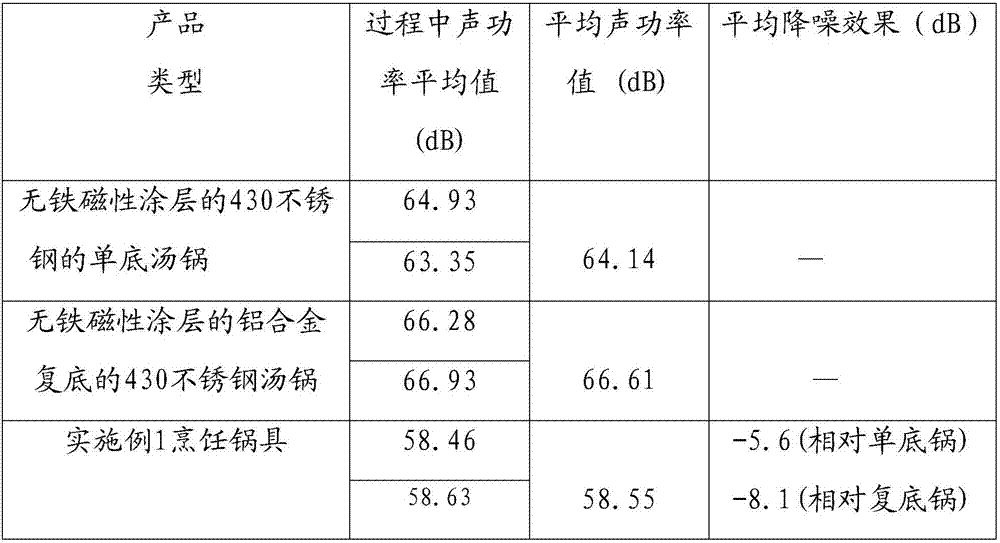
[0046] The cooking pot includes the bottom wall of the stainless steel pot body made of 430 stainless steel and the outer end surface of the bottom wall of the stainless steel pot body, which are successively sprayed with a ferromagnetic coating as the middle layer to form a magnetic conductive coating 2 and an outer layer of 304 stainless steel anti-corrosion coating. The antirust and wear-resistant layer 3 made of rust coating, the thickness of the magnetically conductive coating 2 is 200 μm, and the porosity is 12%, and the antirust and wear-resistant layer 3 is 30 μm. The double-coated stainless steel pot body can effectively reduce the The noise produced in the electromagnetic heating process can ensure that the surface of the pot has good rust resistance and wear resistance; this embodiment 1 cooking pot and 430 stainless steel soup pot without ferromagnetic coating and non-ferromagnetic coating The noise test results of the 430 stainless steel soup pot with double-layer ...
Embodiment 2
[0051] A method for spraying cooking pans of the present invention comprises the following steps: step 1), cleaning the substrate surface of stainless steel pans to be sprayed with alcohol, and removing oil stains and moisture on the surface to be sprayed with oxygen-acetylene flame, and then removing the surface to be sprayed Carry out sandblasting to obtain a surface roughness of about Ra 60 μm; Step 2) Preheat the surface to be sprayed with an oxygen-acetylene flame flow, the preheating temperature is 100 ° C, preheating for 2 minutes, and use arc spraying method on the bottom of the pot The ferromagnetic coating was prepared, and the spraying material was Φ3mm low-carbon alloy steel wire. The obtained ferromagnetic coating had a thickness of 200 μm and a porosity of 10%. The main process parameters of arc spraying are:
[0052]
[0053] Step 3), using arc spraying on the surface of the ferromagnetic coating to prepare a stainless steel alloy coating, the spraying materi...
Embodiment 3
[0058] A method for spraying cooking pans of the present invention comprises the following steps: step 1), cleaning the substrate surface of stainless steel pans to be sprayed with alcohol, and removing oil stains and moisture on the surface to be sprayed with oxygen-acetylene flame, and then removing the surface to be sprayed Carry out sandblasting to obtain a surface roughness of about Ra 80 μm; Step 2) Use oxygen-acetylene torch to preheat the surface to be sprayed, the preheating temperature is 150°C, preheat for 3 minutes, and use arc spraying method on the bottom of the pot Preparation of ferromagnetic coating, spraying material is Φ3mm FeSi 3 Alloy wire, the obtained ferromagnetic coating has a thickness of 400 μm and a porosity of 15%. The main process parameters of arc spraying are:
[0059]
[0060] Step 3), using arc spraying on the surface of the ferromagnetic coating to prepare a stainless steel alloy coating, the spraying material is Φ3mm 304 stainless steel ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Surface roughness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More