

Manufacturing method of hollow air valve
A manufacturing method and hollow valve technology, which are applied to the valve field of the engine, can solve the problems of small contact area, low welding strength, broken hollow valve stem, etc., and achieve the effect of high rejection rate and blank quality assurance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
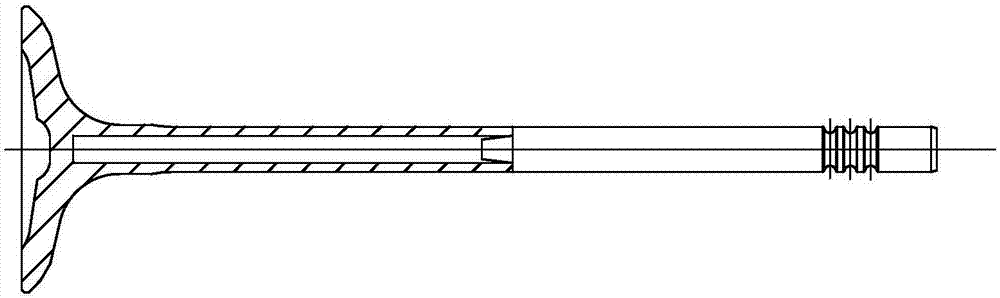
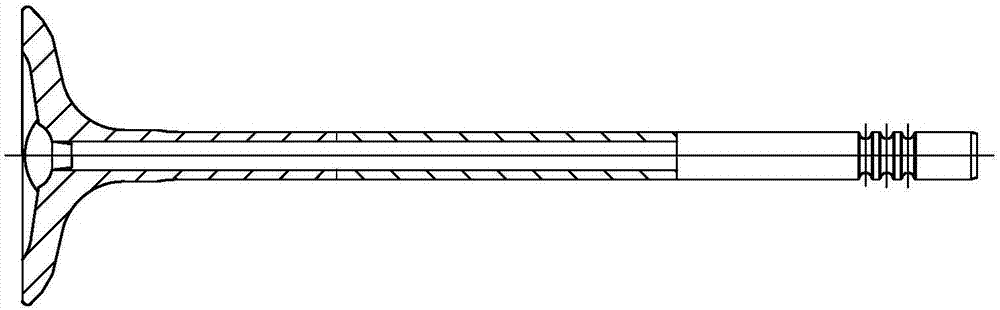
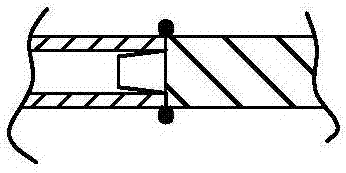
[0033] Refer to the attached figure 1 to attach Figure 5 The manufacturing method of the hollow valve of the present invention will be described in detail below.
[0034] The manufacture method of hollow valve of the present invention, its structure comprises the following steps:
[0035] (1) The austenite bar and the martensite bar are cut after heat treatment, and the two kinds of bars are friction butt welded to remove the flash and then annealed;
[0036] (2) Grinding bar material: Use a centerless grinder to process the outer circle of the bar material to remove the oxide layer on the bar material. The deviation of the rod diameter is within 0.05mm, and the straightness and roundness are processed to within 0.05mm, which is conducive to improving the accuracy of the blank ;
[0037] (3) Bending test: use an automatic bending test machine to test, and apply force at a distance of 2mm from the welding joint. This force cannot affect the deformation of the bar; the purpo...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More