

Joining part and its manufacturing method
A technology for joining parts and manufacturing methods, applied in the direction of manufacturing tools, connecting members, clutches, etc., can solve problems such as melting, unestimated flow paths, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
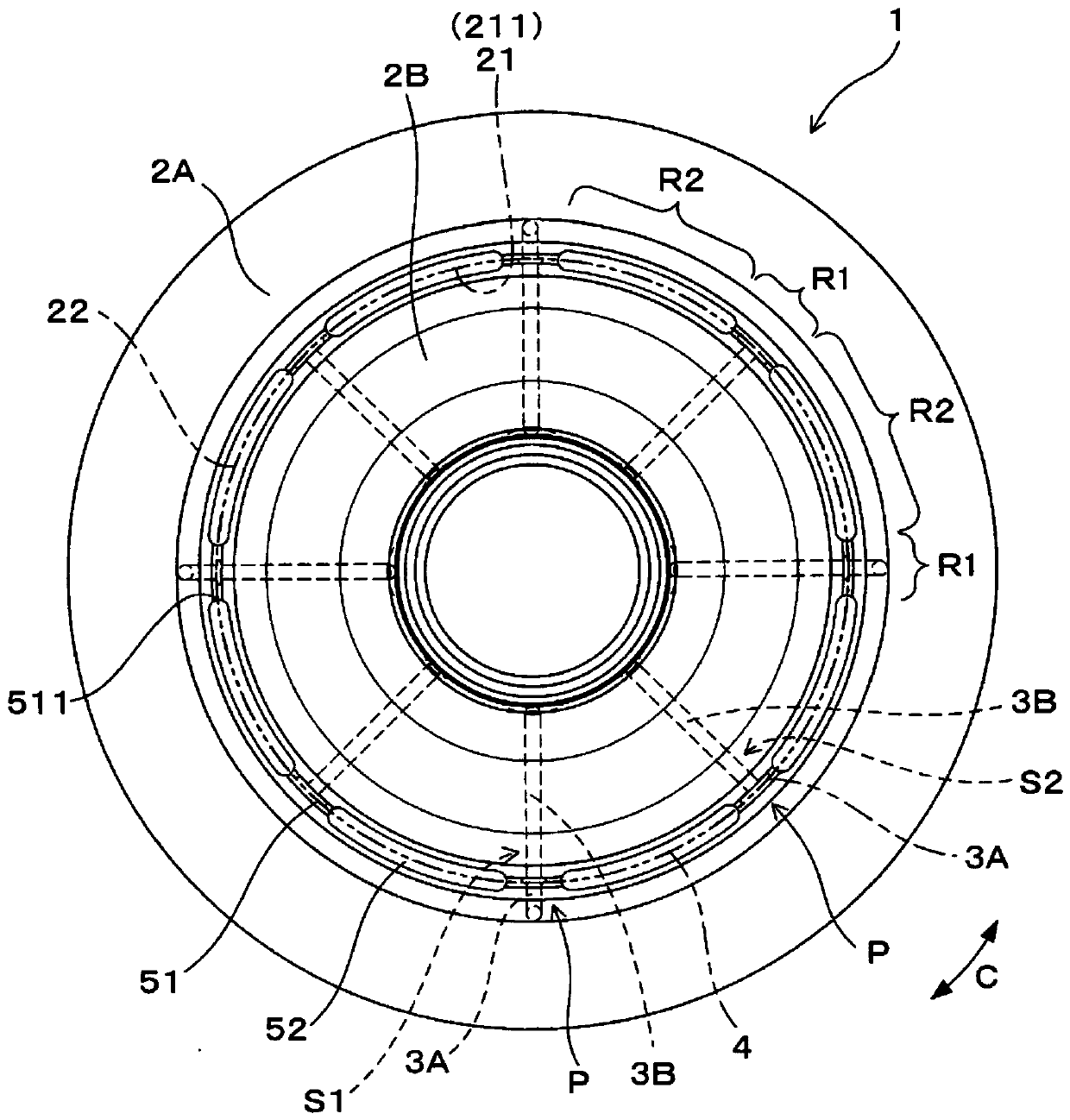
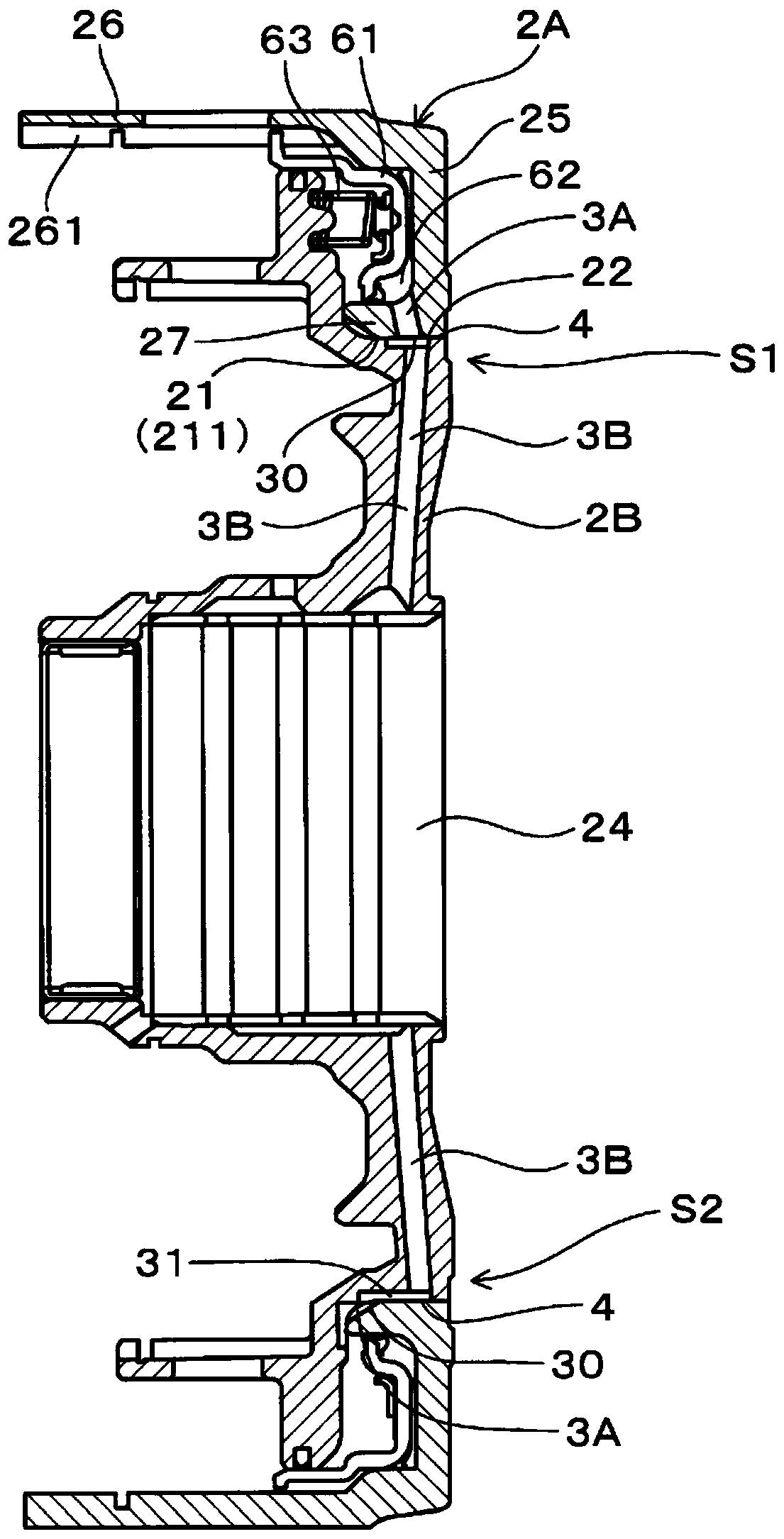
[0053] Such as figure 1 , figure 2 As shown, the joining member 1 of this example is composed of two metal sheets 2A, 2B welded to each other. The outer metal sheet 2A as the first metal sheet and the inner metal sheet 2B as the second metal sheet are joined by welding by irradiation of a high-energy beam on the joint surface 4 where the outer metal sheet 2A and the inner metal sheet 2B face each other. . In the outer metal sheet 2A, a first flow path 3A through which a fluid passes is provided at a certain depth from the surface 23 on the side irradiated with the high-energy beam. In the inner metal sheet 2B, a second flow path 3A through which a fluid passes is provided at a certain depth from the surface 23 on the side irradiated with the high-energy beam. The second flow path 3B is connected to the first flow path 3A at the junction surface 4 .
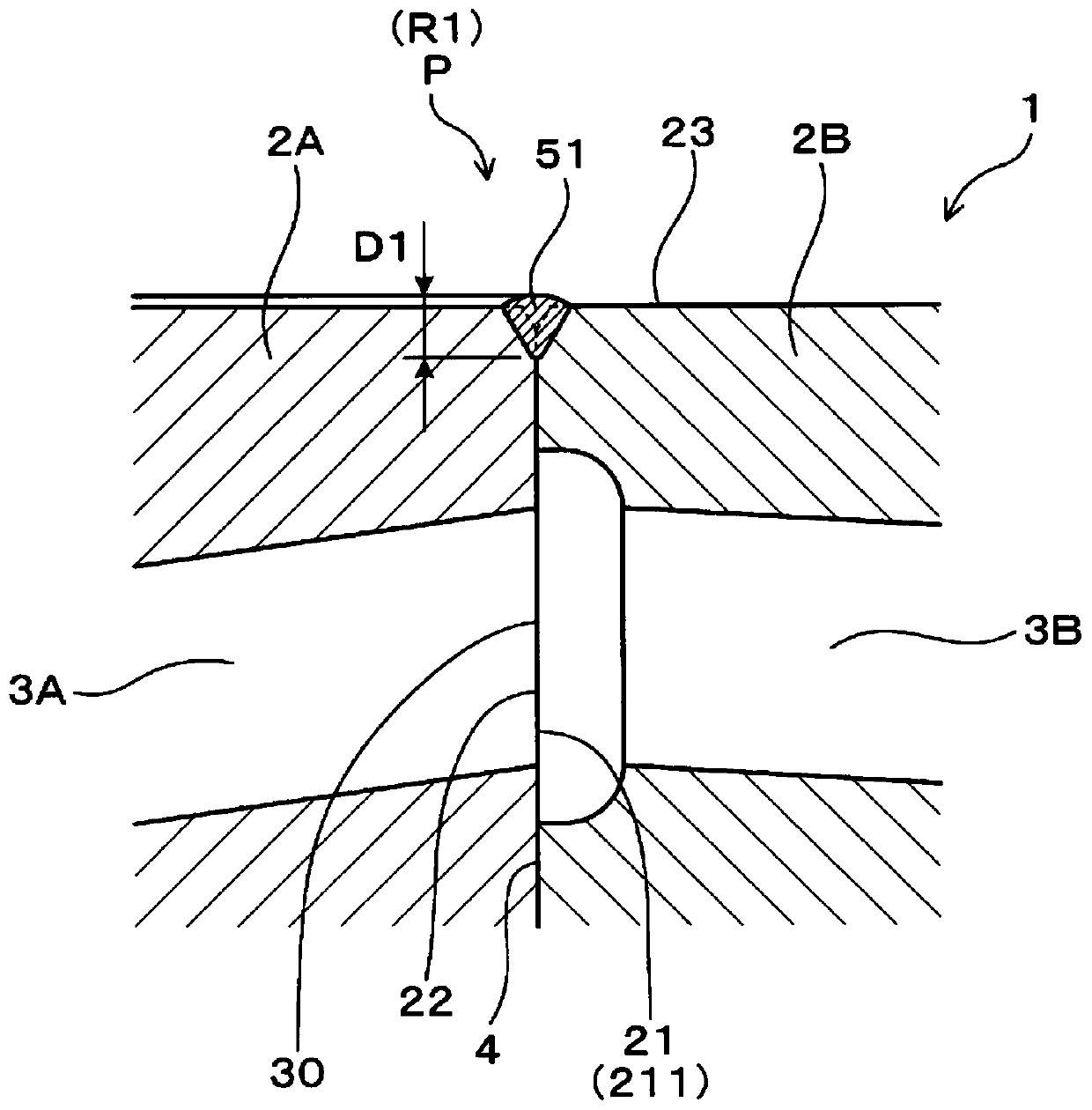
[0054] Such as image 3 As shown, the first range of the bonding surface 4 including the specific portion P overlapping th...
Embodiment 2
[0090] In this example, after the second welding is performed in the second range R2 with a penetration depth D2 that does not reach the first flow path 3A and the second flow path 3B, in the first range R1 the welding is performed without reaching the first flow path 3A and the second flow path. The penetration depth D1 of the road 3B is shown for the manufacturing method of the joined component 1 where the first welding is performed.
[0091] In this example, the first welding step shown in Example 1 was performed after the second welding step shown in Example 1 was performed.
[0092] In the case where the second welding step is performed after the first welding step shown in Example 1, the following problems may arise.
[0093] When the first welding is performed in the circumferential direction C of the joint surface 4 of the outer metal sheet 2A and the inner metal sheet 2B, the metal material is melted and resolidified near the surface 23 on the side irradiated with the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More