

Drilling process for deep hole machining for hard material
A kind of technology and hard material technology, applied in the field of drilling technology, can solve the problems of not being able to guarantee the accuracy of deep holes, increase the cost of manual processing, and the loss of drill parts, so as to avoid the collapse of the drill bit, omit the winding process, and improve the processing speed Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
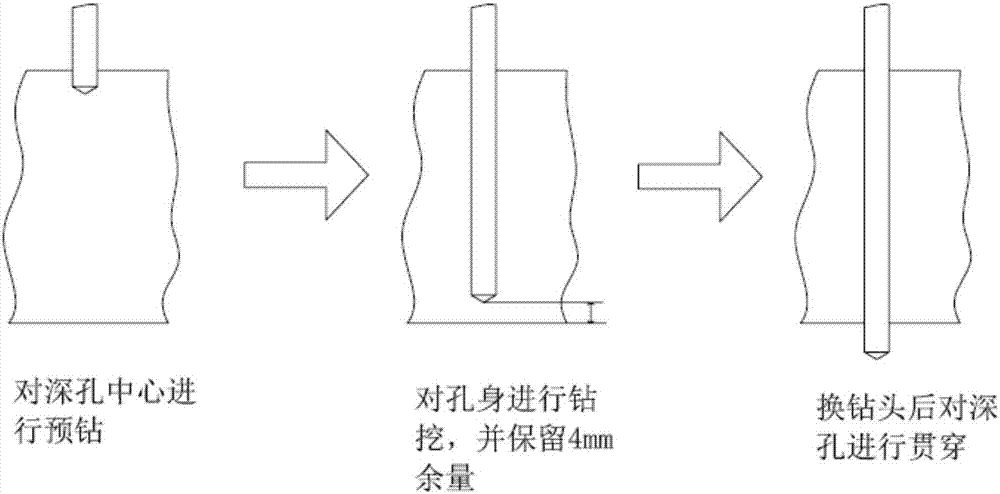
[0020] In the early stage of the process, we directly drill holes on the hard material surface, and the hole center is not allowed to deviate during actual processing;
[0021] Later, the plan was improved: the center of the hole was pre-drilled first, and then the drill was used to drill the hole. The centering drill played the role of guiding the drill to locate the center of the hole, and the effect was obviously improved:
[0022] A. Use a center drill to pre-drill the center of the hole to 2mm;
[0023] B. Use a drill bit to drill holes, exit the workpiece every 6mm and drill again to facilitate chip removal and protect the drill bit;
[0024] C. Do not penetrate when the drill bit is drilling, reserve 6mm on the bottom surface and do not penetrate;
[0025] D. Finally, a separate program is produced to directly punch through the hole;
[0026] The loss of the drill bit during solid drilling is not large, and the drill bit is easily damaged when drilling a hole. This me...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More