Measuring method of processing fit rate of inner back arc line surface of blade assembly and process arc section
What is AI technical title?
AI technical title is built by PatSnap AI team. It summarizes the technical point description of the patent document.
A technology of blade assembly and measurement method, which is applied in the directions of blade supporting elements, metal processing equipment, manufacturing tools, etc. The effect of machining accuracy, reducing manual pliers repair, and improving the fit rate
Active Publication Date: 2019-05-24
HARBIN TURBINE +1
View PDF6 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0005] The purpose of the present invention is to solve the problem of low processing precision in the existing arc-shaped line processing of the inner back of the blade assembly, easy to leave tool marks after processing, which affects the bonding rate, and there is a large amount of fitter grinding during assembly, and the assembly cycle is long problem, and then provide a method for measuring the processing fit rate of the inner back arc line surface of the blade assembly and the process arc section
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
specific Embodiment approach 1
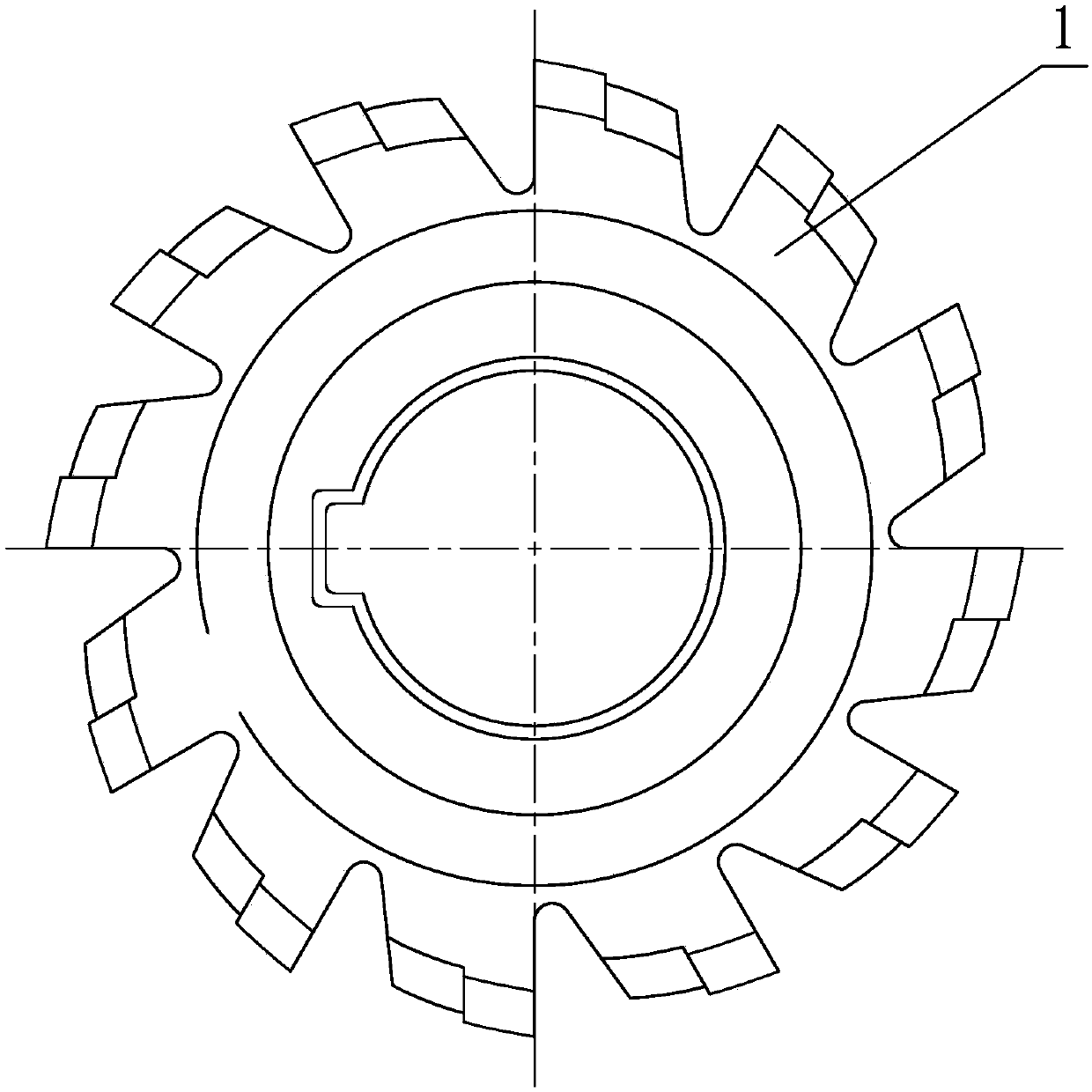
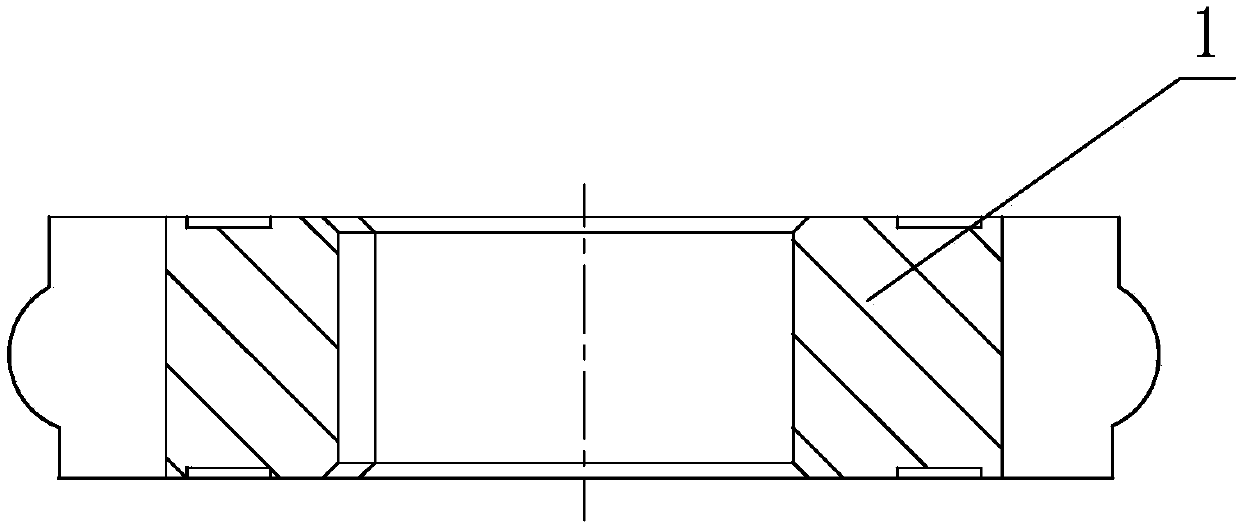
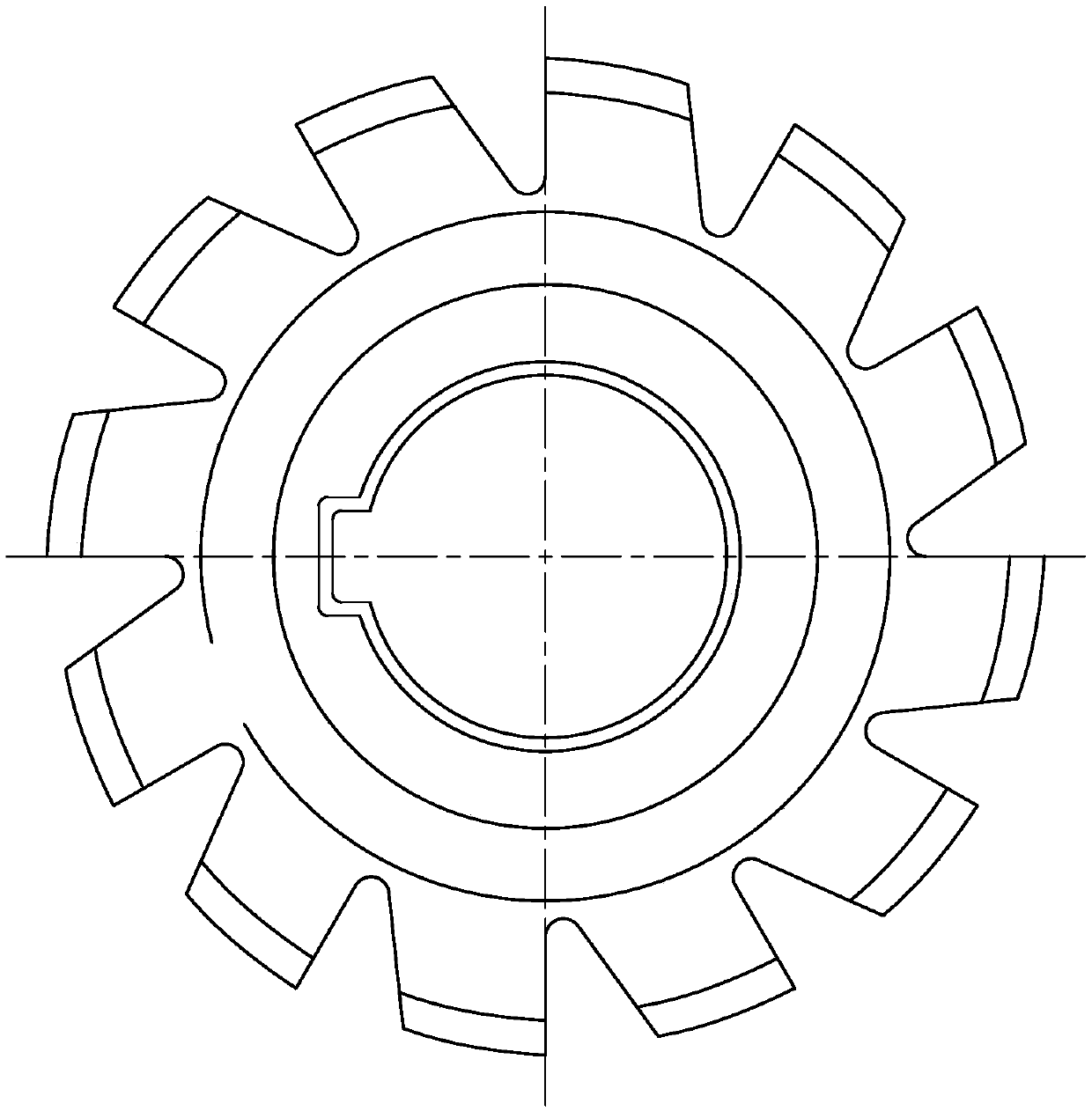
[0033] Specific implementation mode one: combine figure 1 , figure 2 , Figure 5 , Image 6 with Figure 7 Describe this embodiment, a method for measuring the bonding rate of the processing of the inner back arc surface of the blade assembly in this embodiment, the processing method includes the following steps,
[0034] Step 1. Rough milling blade 3 assembly inner and back arc line surface:
[0035] Use milling cutter 1 to rough mill the inner and back arc surface of blade 3 assembly, the spindle speed is 30rpm-50rpm, the feed rate is 30mm / min-50mm / min, the cutting depth is 2mm-5mm, and the machining allowance is 0.3mm-0.4mm;
[0036] Step 2, the first fine milling blade 3 assembly inner and back arc line surface:
[0037] Use the milling cutter 1 to perform the first finish milling process on the inner and back arc surface of the blade 3 assembly, the first finish milling blade 3 is a tool pass process, the spindle speed is 30rpm-50rpm, and the feed rate is 40mm / min...
specific Embodiment approach 2
[0046] Specific implementation mode two: combination figure 1 To describe this embodiment, the first finish milling blade 3 and the second finish milling blade 3 in step 2 of this embodiment are up milling. Such setting effectively guarantees the finish milling precision of the inner and back arc-shaped line surfaces of the blade 3 assembly. Other compositions and connections are the same as in the first embodiment.
specific Embodiment approach 3
[0047] Specific implementation mode three: combination figure 1 To describe this embodiment, the spindle speed in Step 1 of this embodiment is 40 rpm, the feed rate is 40 mm / min, the cutting depth is 4 mm, and the machining allowance is 0.4 mm. Such setting ensures the rough milling precision of the inner and back arc line surface of the blade 3 assembly. Other compositions and connections are the same as those in Embodiment 1 or Embodiment 2.
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
The invention relates to a method for measuring processing fitting rate of a blade assembling inner and back arc profile and a technical arc section, which relates to the field of turbine, and solvesthe problems of low processing precision, fitting rate influenced by the tool marks easily left after the processing, high polishing volume of a bench worker and long assembling period in the assembling process of the present processing for the blade assembling inner and the back arc profile. The method comprises the following steps: step (1) roughly milling the blade assembling inner and the backarc profile; step (2) finely milling the blade assembling inner and the back arc profile for the first time; step (3) finely milling the blade assembling inner and the back arc profile for the secondtime; step (4) measuring the fitting rate of the blade assembling inner and the back arc profile; step (5) calculating the fitting rate of the blade assembling inner and the back arc profile. According to the method, the technical arc section is adopted for measuring the fitting rate of the blade, so that the fitting rate of the blade is increased, the assembling period is shortened and the processing precision of the single blade is effectively increased. The method provided by the invention is used for processing the blade assembling inner and the back arc profile and measuring the fittingrate.
Description
technical field [0001] The invention relates to the field of steam turbines, in particular to a method for measuring the processing fit ratio of the inner back arc line surface of blade assembly and a process arc section. Background technique [0002] Assembling inner back-arc blades is widely used in key engineering steam turbines. Since the assembly surface of steam turbine blades is changed from a straight face to an inner and back-arc line surface, the contact surface of two adjacent blades is increased, and the safety of the blades during operation is improved. But it brings difficulty to blade processing. When assembling the blades, the contact area of two adjacent blades is required to reach more than 70%. However, the blade bonding rate of the existing inner back arc structure blades can only reach about 30% during assembly. In order to meet the blade assembly requirements, a large number of fitters are required during assembly. For the grinding work, the grinding...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More